Un four de trempe est un type de four de traitement thermique industriel spécialement conçu pour effectuer le processus de trempe des métaux, le plus souvent de l'acier trempé. Sa fonction principale est de réchauffer un composant métallique préalablement trempé ou durci à une température inférieure à son point critique inférieur, de le maintenir à cette température pendant une période contrôlée, puis de le laisser refroidir de manière régulée. Ce processus soulage les contraintes internes, réduit la fragilité et améliore la ténacité sans sacrifier significativement la dureté.
En clair : une fois durci, l’acier devient extrêmement dur mais aussi dangereusement cassant. Un four de trempe est l’outil qui corrige ce déséquilibre. Il transforme une pièce fragile soumise à des contraintes en un composant présentant une combinaison soigneusement calibrée de dureté et de ductilité, adaptée aux charges mécaniques réelles.
Les fours de trempe sont largement utilisés dans les secteurs de l’automobile, de l’aérospatiale, de l’outillage, des roulements et de la fabrication de ressorts. Ils traitent tout, depuis les outils de coupe et les engrenages jusqu'aux composants structurels et aux instruments chirurgicaux. La plage de température de fonctionnement d'un four de trempe typique est 150°C à 700°C (302°F à 1292°F) , en fonction du matériau et des propriétés mécaniques recherchées.
Le principe de fonctionnement d’un four de trempe repose sur une métallurgie thermique contrôlée. Lorsque l’acier est trempé après austénitisation, il se transforme en martensite – une structure cristalline tétragonale sursaturée et centrée sur le corps, extrêmement dure mais très sollicitée et cassante. Le revenu, effectué à l'intérieur du four de revenu, déclenche une série de transformations de phase contrôlées par diffusion au sein de la martensite qui réduisent progressivement les contraintes et restaurent la ductilité.
Le processus suit une séquence claire d’événements physiques et métallurgiques :
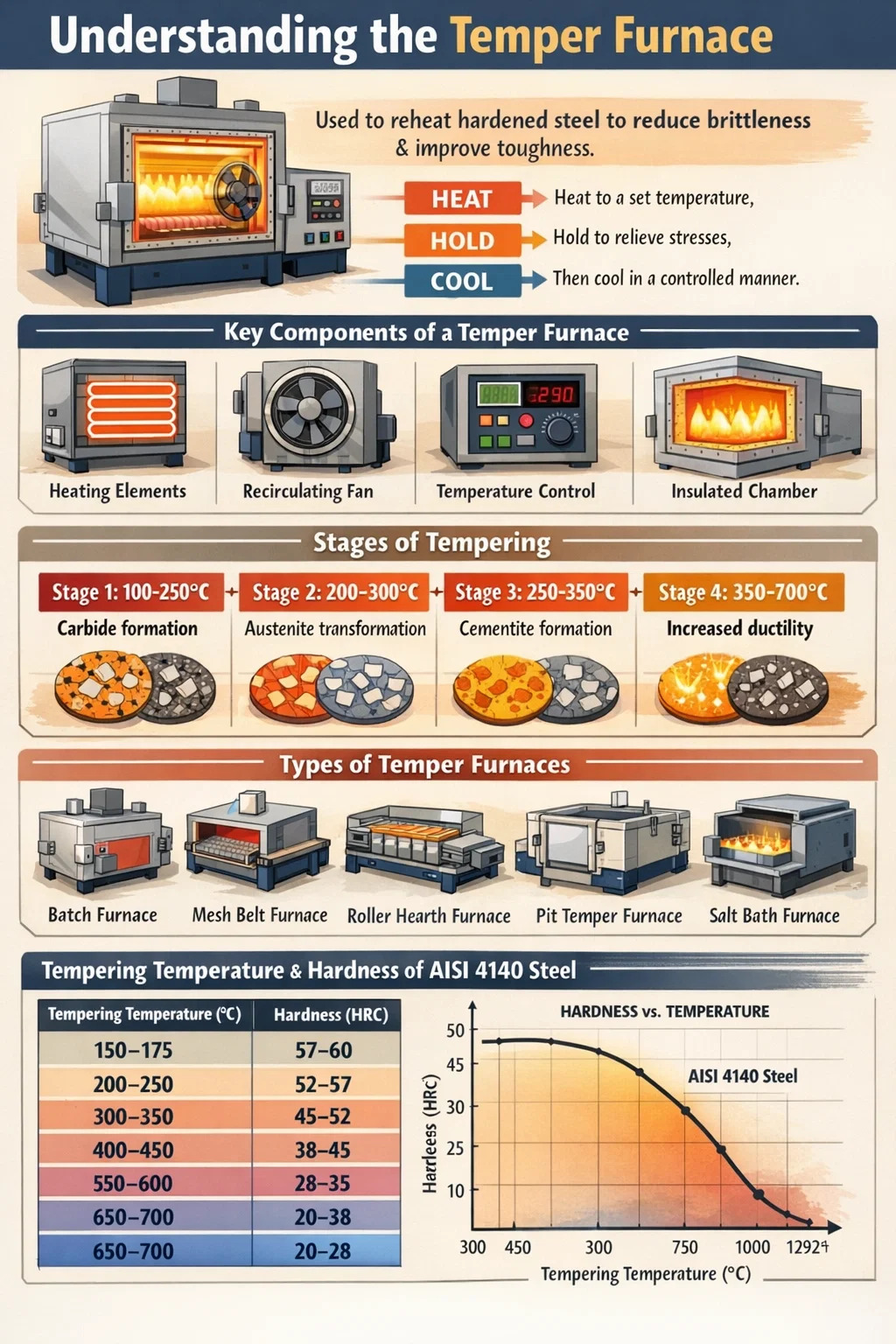
Les changements métallurgiques au cours du revenu peuvent être divisés en quatre étapes distinctes en fonction de la température :
Le four de trempe doit maintenir un contrôle strict de la température tout au long de toutes ces étapes. Les systèmes modernes parviennent à l'uniformité au sein ±3°C à ±5°C dans toute la zone de travail, ce qui est essentiel pour des performances constantes des pièces.
Comprendre la conception d'un four de trempe permet d'expliquer pourquoi il permet d'obtenir des résultats métallurgiques cohérents et reproductibles. Les principaux composants fonctionnent ensemble pour fournir une chaleur uniforme, une atmosphère contrôlée et une mesure fiable de la température.
Les fours de trempe utilisent soit des éléments chauffants à résistance électrique, soit des brûleurs à gaz. Les systèmes électriques – utilisant souvent des éléments en nichrome, Kanthal ou en carbure de silicium – offrent un fonctionnement plus propre et un contrôle plus précis. Les systèmes alimentés au gaz offrent des coûts d’exploitation inférieurs pour une production à gret volume. Le système de chauffage est dimensionné pour répondre à la charge thermique de la charge (généralement exprimée en kW ou BTU/h).
La chambre du four est recouverte de briques réfractaires ou d'une isolation en fibre céramique. Les modules en fibre céramique sont de plus en plus préférés car ils ont masse thermique inférieure , ce qui signifie des temps de chauffe plus rapides et une consommation d'énergie réduite. Une chambre bien isolée réduit les pertes de chaleur et stabilise la répartition de la température.
La recirculation forcée de l’air chaud est l’une des caractéristiques les plus importantes d’un four de trempe moderne. Des ventilateurs à grande vitesse font circuler l'air chaud à travers les pièces, éliminant ainsi la stratification de la température. Sans recirculation, la partie supérieure d’un four chargé peut être de 30 à 50 °C plus chaude que la partie inférieure. Un système de ventilateur de recirculation apporte une uniformité de température à ±5°C ou mieux sur l’ensemble de la charge.
Les thermocouples (généralement de type K ou de type N) surveillent la température en plusieurs points du four. Un contrôleur PID (Proportionnel-Intégral-Dérivé) ou un contrôleur logique programmable (PLC) gère les éléments chauffants en fonction du retour du thermocouple. Les systèmes haut de gamme intègrent des enregistreurs de données qui enregistrent chaque cycle à des fins de traçabilité – une exigence dans les normes de traitement thermique de l'aérospatiale (AMS 2750) et de l'automobile.
Selon les exigences de l'application, un four de trempe peut fonctionner dans l'air, l'azote ou une atmosphère endothermique protectrice. Le contrôle de l'atmosphère empêche l'oxydation et la décarburation de la surface pendant le revenu, ce qui est particulièrement important pour les composants en acier à outils de précision et les bagues de roulement.
Les pièces peuvent être chargées manuellement sur des plateaux ou automatiquement via des convoyeurs, des soles à rouleaux ou des systèmes de poussoirs. Les fours de trempe par lots traitent des charges individuelles, tandis que les fours de trempe continue, tels que les fours de trempe à sole à rouleaux ou à bande maillée, traitent les pièces en un flux constant, adapté aux opérations à volume élevé comme la production de fixations, de ressorts ou de roulements.
Les fours de trempe se déclinent en plusieurs configurations, chacune adaptée à différents volumes de production, géométries de pièces et exigences de processus. Choisir le bon type a un impact direct sur l’efficacité énergétique, le débit et l’uniformité de la température.
| Type de four | Mode de fonctionnement | Plage de température typique | Idéal pour |
|---|---|---|---|
| Four de trempe de boîtes/lots | Lot | 150-700°C | Outillages, matrices, types de pièces mixtes |
| Four de trempe à fosse/vertical | Lot | 150-650°C | Arbres longs, barres, tiges |
| Four de trempe à bande maillée | Continu | 150-500°C | Petites pièces : fixations, roulements, ressorts |
| Four de trempe à sole à rouleaux | Continu | 200-700°C | Grandes pièces plates, emboutissage automobile |
| Four de trempe inférieure de voiture | Lot | 200-700°C | Pièces forgées lourdes, gros composants industriels |
| Four de trempe à bain de sel | Lot | 150-600°C | Trempe rapide et uniforme des pièces de précision |
Unmong these, the four de trempe à bande maillée est le plus répandu dans les environnements de production de masse. Une seule ligne de four à bande maillée peut traiter des centaines de kilogrammes de pièces par heure, ce qui en fait l'épine dorsale des opérations de traitement thermique des roulements et des fixations dans le monde entier.
La variable la plus influente dans le processus de trempe est la température. Dans le four de trempe, la température sélectionnée détermine directement le compromis entre dureté et ténacité. À mesure que la température de revenu augmente, la dureté diminue et la ténacité augmente, mais la relation n'est pas linéaire et dépend fortement de la composition de l'alliage.
Pour un acier courant à moyenne teneur en carbone comme l'AISI 4140, voici comment la température de revenu affecte la dureté Rockwell (HRC) après trempe à l'huile :
| Température de revenu (°C) | Dureté (HRC) | Application typique |
|---|---|---|
| 150-175 | 57-60 | Outils de coupe, surfaces d'usure |
| 200-250 | 52-57 | Roulements, bagues |
| 300-350 | 45-52 | Ressorts, outils à main |
| 400-450 | 38-45 | Engrenages, arbres, bielles |
| 550-600 | 28-35 | Composants structurels, récipients sous pression |
| 650-700 | 20-28 | Pièces forgées à haute ténacité, machinerie lourde |
Un phénomène important à prendre en compte est fragilisation de l'humeur — une réduction de la résistance aux chocs qui se produit lorsque certains aciers alliés sont trempés dans la plage de 250 à 400 °C (plage de fragilité bleue) ou refroidis lentement entre 375 et 575 °C. Les fours de trempe utilisés pour les aciers alliés sont souvent programmés pour éviter ces plages de température ou pour les refroidir rapidement afin d'éviter toute fragilisation. C’est pourquoi une programmation précise du four est importante – non seulement pour atteindre une température cible, mais aussi pour gérer le taux et l’évolution du changement de température.
Les fours de trempe sont présents dans pratiquement tous les secteurs qui dépendent de pièces en acier trempé. Le processus de revenu n'est pas facultatif pour la plupart des composants techniques : il s'agit d'une étape obligatoire qui fait la différence entre une pièce qui fonctionne de manière fiable en service et une pièce qui se brise sous charge.
Le secteur automobile est l’un des plus grands consommateurs de capacité de trempe au monde. Les engrenages, vilebrequins, arbres à cames, bielles, arbres d'essieu, ressorts de soupape et composants de transmission passent tous par des fours de trempe dans le cadre de leur itinéraire de production. Une voiture de tourisme moderne contient des centaines de pièces en acier traitées thermiquement, et nombre d’entre elles nécessitent un revenu pour atteindre le bon équilibre entre résistance à la fatigue et résistance aux chocs. Les fours de trempe à bande continue ou à sole à rouleaux fonctionnant 24 heures sur 24 sont des équipements standard dans les usines des équipementiers automobiles à haut volume.
Les bagues de roulement et les éléments roulants nécessitent un revenu très précis, généralement de l'ordre de 150-180°C , pour atteindre la dureté cible de 58 à 64 HRC tout en éliminant l'austénite retenue et en garantissant la stabilité dimensionnelle. Même un écart de 10°C par rapport à la température de revenu spécifiée peut entraîner une dureté hors tolérance. C'est pourquoi les fabricants de roulements investissent massivement dans la qualification des fours et dans les systèmes de fours de trempe conformes à la norme AMS 2750/CQI-9.
Les outils de coupe en acier rapide (HSS) sont généralement trempés à 540-560°C — un processus appelé revenu de durcissement secondaire — effectué deux ou trois fois pour convertir l'austénite retenue et développer des carbures secondaires qui fournissent une dureté rouge. Les aciers à outils pour travail à froid comme l'acier pour matrices pour travail à chaud D2 ou H13 sont trempés à différentes plages de température pour optimiser leurs propriétés de service spécifiques. Les fours de trempe par lots en boîte sont le choix le plus courant pour les ateliers d’outillage et de matrices en raison de leur flexibilité dans la gestion de pièces de tailles variées.
Les composants du train d'atterrissage, les fixations, les cadres structurels et les pièces du moteur nécessitent tous une trempe dans des conditions strictement contrôlées. La trempe aérospatiale doit être conforme aux spécifications AMS 2759, qui définissent les plages de température admissibles, les temps de maintien, les positions des thermocouples et les exigences d'enregistrement. Les fours de trempe utilisés dans l'aérospatiale comportent généralement plusieurs thermocouples, des systèmes de contrôle redondants et un enregistrement de cycle entièrement automatisé avec traçabilité numérique.
Les ressorts de soupape, les ressorts de suspension et les ressorts industriels sont trempés à environ 380-450°C pour optimiser leur limite élastique et leur tenue en fatigue. Les fours de trempe à bande à mailles continues sont ici idéaux, car le fil à ressort ou les ressorts hélicoïdaux peuvent circuler en grande quantité. Un revenu approprié améliore la résistance à la fatigue en relâchant les contraintes résiduelles introduites lors des processus de bobinage et de grenaillage.
Ces trois types de fours sont tous utilisés pour le traitement thermique, mais ils répondent à des objectifs métallurgiques fondamentalement différents. Les confondre entraîne d’importantes erreurs de processus et des pièces mises au rebut.
La principale distinction est qu'un four de trempe est toujours utilisé après durcissement, comme mesure corrective. Le recuit et la normalisation sont généralement effectués avant durcissement final, comme étapes préparatoires. Les plages de températures de fonctionnement diffèrent également considérablement : le revenu reste inférieur à 700 °C, tandis que le recuit et la normalisation s'effectuent souvent au-dessus de 800 à 950 °C.
Pour obtenir un bon tempérage, il ne suffit pas de régler un cadran. Plusieurs paramètres en interaction doivent être gérés simultanément pour atteindre le résultat souhaité de manière cohérente.
Les enquêtes d'uniformité de la température (TUS) — comme l'exigent l'AMS 2750 et les normes similaires — mesurent la répartition réelle de la température dans la zone de travail du four à l'aide de plusieurs thermocouples calibrés. Les fours sont classés en classes de précision en fonction de leur uniformité : Classe 2 (±6°C) and Classe 3 (±8°C) sont courantes pour les pièces de précision, tandis que la classe 5 (±14°C) peut être acceptable pour les applications moins critiques. Une uniformité de température inadéquate est l’une des principales causes de rejets de lots de traitement thermique.
Le temps de trempage est calculé en fonction de l'épaisseur de la section ; une règle empirique courante est la suivante : 1 heure par pouce (25 mm) de section transversale , avec un minimum de 1 heure. Un temps de trempage insuffisant laisse des contraintes résiduelles au cœur des sections épaisses. Un temps de trempage excessif à des températures supérieures à 500°C pour certains aciers alliés risque de fragiliser le tempérament ou de faire croître les grains. Les deux extrêmes dégradent les performances.
La surcharge d'un four de trempe ou l'empilage de pièces entrave fortement la circulation de l'air et crée des gradients de température au sein de la charge. Les pièces doivent être disposées de manière à permettre une circulation d’air adéquate. Les paniers ou les plateaux sont souvent utilisés pour maintenir la séparation entre les pièces. Dans les fours continus, la densité de chargement de la bande (kg/m²) est un paramètre critique du processus.
Pour les pièces où l'intégrité de la surface est critique, comme les engrenages de précision ou les chemins de roulement, une atmosphère neutre ou légèrement réductrice empêche l'oxydation et la décarburation pendant la trempe. Les atmosphères d'azote ou d'azote-méthanol sont couramment utilisées dans les fours de trempe à atmosphère contrôlée. Les pièces trempées à l'air libre à des températures élevées peuvent développer des couches d'oxyde de surface qui doivent être éliminées par grenaillage ou par culbutage, ce qui augmente les coûts et la durée du cycle.
Pour la plupart des aciers au carbone et faiblement alliés, la vitesse de refroidissement après revenu a un impact minimal sur les propriétés finales. Cependant, pour certains aciers alliés, en particulier ceux contenant du Mn, Cr, Ni ou P, un refroidissement lent jusqu'à 375-575°C provoque une fragilisation après revenu, une baisse spectaculaire de la ténacité des entailles. Ces aciers doivent être eau ou huile trempée après revenu pour contourner cette plage rapidement.
Les coûts énergétiques représentent une fraction importante des dépenses d’exploitation de toute installation de traitement thermique. Les conceptions modernes de fours de trempe intègrent plusieurs stratégies pour réduire la consommation d’énergie sans compromettre les performances métallurgiques.
Certains systèmes avancés de fours à trempe continue atteignent désormais une consommation d'énergie spécifique ci-dessous 0,15 kWh par kilogramme d'acier traité — une amélioration significative par rapport aux modèles plus anciens qui consommaient 0,25 à 0,35 kWh/kg.
Même avec un four de trempe correctement conçu, les erreurs de processus peuvent introduire des défauts qui compromettent les performances des pièces. Comprendre ces défauts et leurs causes profondes aide les opérateurs à configurer et à maintenir correctement leur processus de trempe.

TK-13200, TK-7230 TK-13200、 TK-7230 MACHINE À ENROULER LES RESSORTS CNC 12 AXES ...
See Details
TK-13200, TK-7230 TK-13200、 TK-7230 MACHINE À ENROULER LES RESSORTS CNC 12 AXES ...
See Details
TK12120 MACHINE À ENROULER LES RESSORTS CNC TK-12120 12 AXES ...
See Details
TK-6160 MACHINE À ROULER À RESSORT CNC TK-6160 ...
See Details
TK-6120 MACHINE À ROULER À RESSORT CNC TK-6120 ...
See Details
TK-5200 MACHINE À ENROULER LES RESSORTS CNC TK-5200 5 AXES ...
See Details
TK-5160 MACHINE À ENROULER LES RESSORTS CNC TK-5160 5 AXES ...
See Details
TK-5120 MACHINE À ENROULER LES RESSORTS CNC TK-5120 5 AXES ...
See DetailsCode QR mobile

 Language
Language  中文简体
中文简体

