 Language
Language  中文简体
中文简体Actualités
Accueil / Actualités / Qu'est-ce qu'un four de trempe à ressort ? Quel est son principe de fonctionnement ?
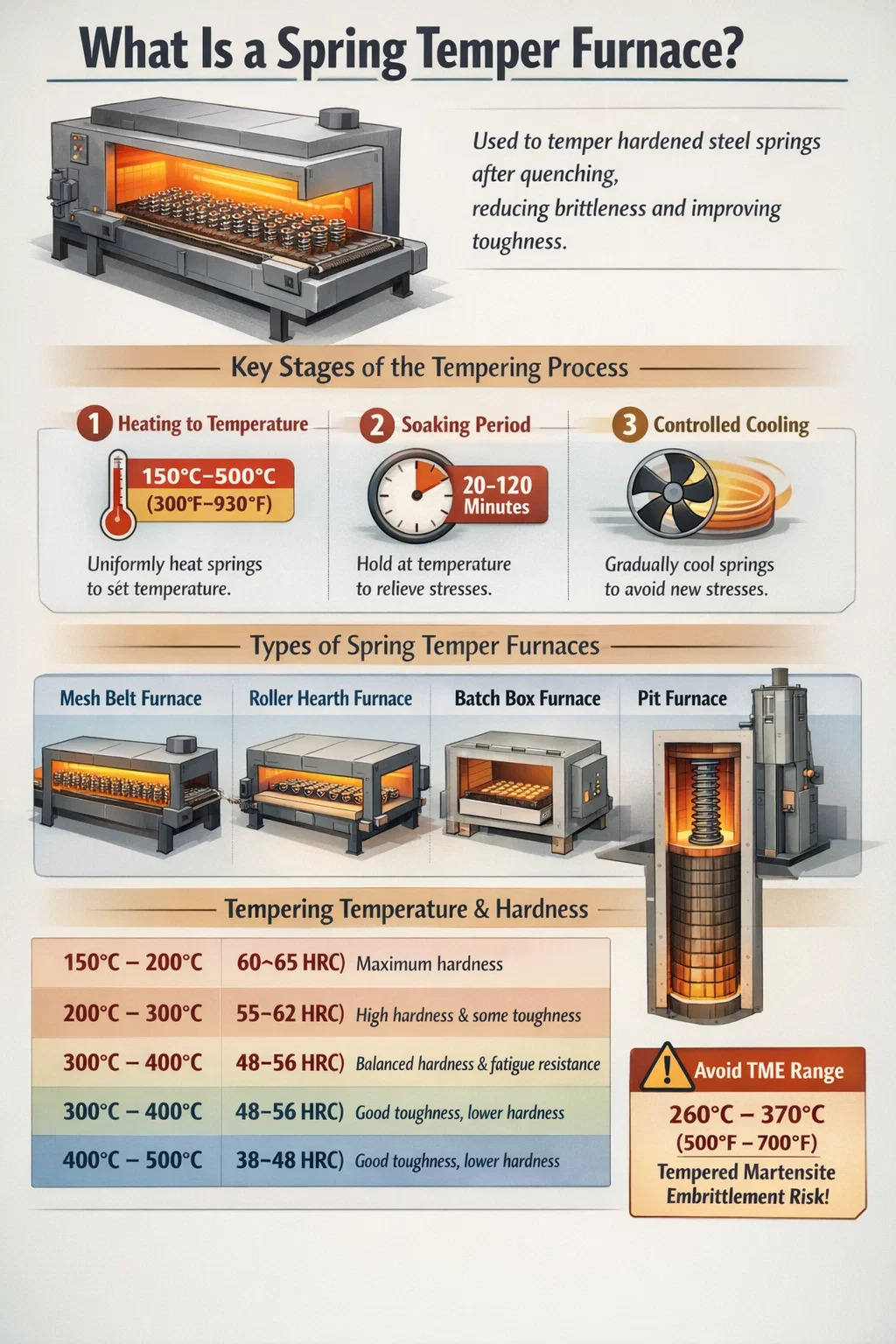
Un four de trempe de ressorts est un type de four de traitement thermique industriel spécialement conçu pour tremper les ressorts en acier après durcissement. Sa tâche principale consiste à réchauffer l'acier à ressort trempé à une température contrôlée, généralement entre 150°C et 500°C (300°F à 930°F) — maintenez-le là pendant une période définie, puis laissez-le refroidir de manière contrôlée. Ce processus soulage les contraintes internes introduites lors de la trempe et du durcissement, ajuste la dureté dans une plage spécifiée et restaure un degré de ténacité et d'élasticité qui serait autrement absent dans un ressort entièrement durci.
Sans trempe, un ressort durci est fragile et sujet à une rupture soudaine sous charge. Le four de trempe à ressort transforme un composant dur mais fragile en une pièce durable, porteuse et résistante à la fatigue, capable de fonctionner de manière fiable sur des millions de cycles de compression ou d'extension.
Dans les environnements de production, les fours de trempe de ressorts se trouvent dans les secteurs de la fabrication automobile, de l’aérospatiale, de la production d’instruments de précision et de la machinerie lourde. Ils sont disponibles en plusieurs configurations — fours continus à bande maillée, fours à sole à rouleaux, fours à boîtes discontinues et fours à fosse — chacun adapté à différentes géométries de ressorts, volumes de production et spécifications d'alliage.
Le principe de fonctionnement d’un four de trempe à ressort est centré sur un cycle thermique précis. Une fois les ressorts en acier durcis, généralement par austénitisation à des températures supérieures à 800°C (1470°F) puis trempe rapide dans l'huile, l'eau ou le polymère - la microstructure martensitique formée est extrêmement dure mais très sollicitée et cassante. La trempe dans un four de trempe à ressort résout ce problème en déclenchant une séquence de réactions métallurgiques à l'état solide.
Le four chauffe la charge du ressort uniformément jusqu'à la température de trempe cible. L'uniformité est essentielle : un différentiel de température égal à ±10°C à travers la charge peut produire des valeurs de dureté incohérentes. Les fours de trempe à ressort de haute qualité utilisent plusieurs zones de chauffage contrôlées indépendamment, des ventilateurs à convection forcée et des éléments chauffants ou des tubes radiants haute densité pour obtenir une uniformité de température de ± 5 °C dans toute la chambre de travail.
Une fois que la température cible est atteinte sur toute la section transversale du ressort, le four maintient cette température pendant la période de trempage. Le trempage permet aux atomes de carbone piégés dans le réseau martensite de commencer à diffuser et à former des précipités de carbure. Cette précipitation de carbure soulage la déformation du réseau, réduit la fragilité et restaure la ductilité. Les temps de trempage varient en fonction de l'épaisseur de la section et de la taille du ressort — les petits ressorts métalliques peuvent n'avoir besoin que de 20 à 30 minutes , tandis que les ressorts hélicoïdaux lourds ou les barres de torsion peuvent nécessiter 60 à 120 minutes ou plus.
Après trempage, les ressorts sont refroidis — soit par refroidissement de l'air à l'intérieur du four, par un vestibule de refroidissement à atmosphère contrôlée, soit par évacuation à l'air ambiant. La vitesse de refroidissement après revenu est généralement moins critique que lors du durcissement, mais doit néanmoins être maîtrisée. Un refroidissement rapide à partir de la température de revenu peut réintroduire des contraintes de surface, de sorte que la plupart des fours de trempe de ressort permettent un refroidissement progressif, en particulier pour les sections transversales de ressort plus grandes.
De nombreux fours de trempe à ressort fonctionnent sous une atmosphère contrôlée - généralement de l'azote, un gaz endothermique ou un mélange azote-méthanol - pour empêcher l'oxydation et la décarburation de la surface pendant le cycle de trempe. L'oxydation de la surface peut dégrader la durée de vie et la résistance à la corrosion, deux propriétés primordiales dans les applications de ressorts. Les fours à atmosphère protectrice ajoutent de la complexité et du coût, mais constituent un équipement standard dans la fabrication de ressorts de précision pour les ressorts de soupapes automobiles, les ressorts de trains d'atterrissage d'avions et les ressorts d'instruments chirurgicaux.
La température de revenu sélectionnée dans un four de trempe de ressort détermine directement les propriétés mécaniques finales du ressort fini. Il ne s’agit pas d’un ajustement mineur – une différence de 50°C en température de revenu peut modifier la dureté de 3 à 6 points HRC et modifier considérablement les valeurs de résistance à la traction et d'allongement.
| Plage de température de trempe | Dureté typique (HRC) | Résultat clé de la propriété | Application de ressort commune |
|---|---|---|---|
| 150°C – 200°C (300°F – 390°F) | 60 – 65 HRC | Dureté maximale, ductilité limitée | Ressorts pour instruments de précision |
| 200°C – 300°C (390°F – 570°F) | 55 – 62 HRC | Haute dureté avec une certaine ténacité | Ressorts d'horloge, ressorts de serrure |
| 300°C – 400°C (570°F – 750°F) | 48 – 56 HRC | Dureté et résistance à la fatigue équilibrées | Ressorts de soupapes automobiles, ressorts de suspension |
| 400°C – 500°C (750°F – 930°F) | 38 – 48 HRC | Bonne ténacité, dureté inférieure | Ressorts hélicoïdaux pour charges lourdes, ressorts ferroviaires |
Une zone critique à éviter est la gamme de fragilisation par martensite trempée (TME) , généralement entre 260°C et 370°C (500°F à 700°F) . Le revenu dans cette plage peut en fait réduire la ténacité plutôt que de l'améliorer, un phénomène provoqué par la précipitation de carbures aux limites des grains d'austénite antérieurs. Les opérateurs responsables de fours de trempe à ressort conçoivent leurs cycles de trempe pour rester en dessous ou au-delà de cette plage plutôt que de s'y attarder. C'est l'une des raisons pour lesquelles les spécifications des ressorts de soupapes automobiles spécifient fréquemment un revenu compris entre 380°C et 420°C ou plus.
L'industrie des ressorts utilise plusieurs configurations de fours distinctes pour le processus de trempe des ressorts. Chacun présente des avantages techniques qui le rendent mieux adapté à des types de ressorts, des volumes de production ou des systèmes d'alliage spécifiques.
Le four à bande maillée est la configuration la plus courante dans la fabrication de ressorts à grand volume. Les ressorts sont chargés sur une courroie en maille d'acier inoxydable qui les transporte en continu à travers les zones de chauffage, de trempage et de refroidissement. Les taux de production peuvent atteindre 500 à 2 000 kg/heure en fonction de la longueur et de la largeur du four. Les vitesses de bande et les températures de zone sont réglables indépendamment, permettant un contrôle précis du temps de trempage et du profil de température. Les fours à bande grillagée sont idéaux pour les ressorts hélicoïdaux petits à moyens, les ressorts en forme de fil et les ressorts plats. La principale limitation est que des ressorts surdimensionnés ou lourds peuvent déformer la courroie avec le temps.
Les fours à sole à rouleaux utilisent des rouleaux refroidis à l'eau ou en alliage pour transporter les ressorts à travers le four sur des plateaux ou des accessoires. Ils supportent des charges plus lourdes que les systèmes à courroies maillées, s'adaptent à des ensembles de ressorts plus grands et permettent un contrôle plus précis de l'atmosphère. Ces fours sont courants pour tremper les bobines de suspension automobile, les barres stabilisatrices et les ressorts de torsion. Les températures de travail varient de la température ambiante à 700°C (1290°F) dans la plupart des conceptions de foyers à rouleaux, avec une uniformité de température très stricte — généralement ±4 °C — réalisable dans les systèmes modernes.
Les fours discontinus sont chargés d’une charge fixe de ressorts, portés à température, trempés puis déchargés. Ils offrent une flexibilité maximale : le même four peut traiter une grande variété de tailles et de spécifications de ressorts sur différents postes. Cela les rend populaires dans les ateliers de travail et les environnements de production à volume moyen. Le compromis est un débit plus faible et la nécessité d'une période de trempage thermique suffisamment longue pour garantir une température uniforme dans l'ensemble du lot. Un four à caissons bien conçu utilisé pour la trempe printanière comprend généralement ventilateurs à recirculation forcée pour assurer l'uniformité de la température à ± 5°C même lorsqu'il est chargé avec une charge dense.
Pour les ressorts longs, les barres de torsion ou les faisceaux de ressorts à lames qui ne peuvent pas être facilement posés à plat, les fours à fosse verticale offrent une solution pratique. Le ressort ou l'ensemble ressort est suspendu verticalement dans la chambre du four. Cela évite la distorsion due à la gravité, ce qui constitue un véritable problème lors de la trempe de longues barres ou de packs de ressorts à plusieurs lames. Les fours à fosse pour la trempe des ressorts sont généralement alimentés au gaz et peuvent atteindre des profondeurs de 2 à 6 mètres , pouvant accueillir des composants très longs dans une surface compacte.
Les fours de trempe à bain de sel utilisent des sels de nitrate ou de chlorure fondus comme moyen de chauffage. Les ressorts sont immergés dans le bain de sel liquide, qui fournit transfert de chaleur extrêmement rapide et uniforme – bien plus rapide que la convection de l’air. Il en résulte des temps de cycle très courts et une excellente constance de température. Les fours à bain de sel sont particulièrement appréciés pour le revenu des ressorts de précision où des tolérances de dureté serrées (±1 HRC) sont requises. Les principaux défis opérationnels sont la gestion de la contamination par les sels, l'extraction des fumées et le risque potentiel des sels fondus à des températures de fonctionnement comprises entre 160°C et 550°C.
Comprendre ce qu'il y a à l'intérieur d'un four de trempe à ressort explique pourquoi certains fours produisent de meilleurs résultats que d'autres. Chaque composant contribue à l’uniformité de la température, à l’intégrité de l’atmosphère et à la répétabilité qui déterminent la qualité finale du ressort.
Le processus de trempe du ressort n’est pas universelle. Différents alliages d'acier à ressort réagissent différemment au traitement thermique, et le four de trempe des ressorts doit être configuré avec le profil de température correct pour l'alliage spécifique en cours de traitement.
Les aciers à haute teneur en carbone sont les matériaux pour ressorts les plus courants et constituent les principales cibles des fours de trempe des ressorts. Leur teneur en carbone de 0,60% à 1,00% leur donne la capacité d'atteindre une dureté très élevée après trempe. Ces qualités sont généralement trempées entre 200°C et 400°C. À 300°C, l'acier à ressort 1080 atteint généralement une résistance à la traction d'environ 1 800 à 2 000 MPa avec une dureté comprise entre 52 et 57 HRC.
Les alliages silicium-chrome offrent une résistance supérieure à la relaxation sous charge – une propriété essentielle pour les ressorts de soupape et les ressorts de suspension. Ces qualités sont généralement trempées à des températures plus élevées, souvent 420°C à 480°C , pour activer pleinement les mécanismes de renforcement apportés par le silicium et le chrome. À ces températures, le four de trempe à ressort doit maintenir une uniformité très étroite car la courbe de réponse de trempe est abrupte : de petits écarts de température produisent une dispersion notable de la dureté.
Le 6150 est un alliage populaire pour les ressorts hélicoïdaux et les ressorts plats automobiles et industriels. Les ajouts de vanadium affinent la structure des grains et augmentent la trempabilité. Températures de trempe de 400°C à 500°C sont typiques, ce qui se traduit par des résistances à la traction dans la plage de 1 600 à 1 900 MPa en fonction de la taille de la section et de la température de revenu spécifique.
Les aciers à ressorts inoxydables nécessitent une attention particulière. Les qualités durcissant par précipitation telles que le 17-7 PH sont renforcées par des traitements de vieillissement à des températures spécifiques - généralement 480°C (État CH900) or 510°C (État RH950) — plutôt que par le cycle de trempe et de revenu conventionnel. Les fours de trempe des ressorts utilisés pour les ressorts en acier inoxydable doivent fournir un contrôle très précis de l'atmosphère pour éviter l'épuisement du chrome à la surface, ce qui compromettrait la résistance à la corrosion.
Un four de trempe à ressort n’est aussi efficace que le système de contrôle de qualité qui l’entoure. Les fabricants de ressorts répondant aux normes de qualité automobiles ou aérospatiales maintiennent des contrôles rigoureux des processus autour de leurs opérations de trempe.
La plupart des spécifications du secteur aérospatial et automobile exigent des études périodiques d'uniformité de la température du four de trempe des ressorts, généralement effectuées tous les trimestres. Dans un TUS, des thermocouples calibrés sont placés à plusieurs positions dans la zone de travail et le four fonctionne au point de consigne de fonctionnement standard. L'écart maximal autorisé sur tous les points de mesure doit se situer dans une bande spécifiée - généralement ±5°C pour les fours Classe 2 selon AMS 2750 (norme de pyrométrie Nadcap). Les fours qui ne satisfont pas aux exigences du TUS doivent être recalibrés ou réparés avant d'être remis en service.
En plus du TUS, les instruments de contrôle de la température des fours sont vérifiés par rapport à des thermocouples de référence calibrés grâce à des tests de précision du système effectués mensuellement ou à intervalles spécifiés. Cela garantit que la température affichée par le contrôleur du four correspond réellement à la température réelle dans la zone de travail.
Après chaque cycle de trempe, des échantillons de ressorts sont testés en dureté, généralement à l'aide de l'échelle Rockwell C, pour vérifier que le lot a atteint la plage de dureté spécifiée. Les spécifications des ressorts de soupapes automobiles, par exemple, exigent généralement une dureté de 47 à 52 HRC , et le lot entier peut être rejeté si les échantillons tombent en dehors de cette fenêtre.
Pour les applications critiques, les ressorts échantillonnés à partir de lots trempés sont soumis à des tests de déformation sous charge pour confirmer la raideur du ressort et la longueur libre, ainsi qu'à des tests de fatigue pour vérifier que le cycle de trempe a produit une durée de vie adéquate en fatigue. Les ressorts de soupapes automobiles utilisés dans les moteurs hautes performances sont régulièrement testés pour 10 millions de cycles ou plus sans défaillance à des niveaux de contrainte spécifiés.
Même avec des fours de trempe à ressort bien entretenus, des problèmes peuvent survenir et affecter la qualité du produit. Identifier ces problèmes et leurs causes profondes est essentiel pour une production cohérente.
Les fours de trempe à ressort modernes sont nettement plus économes en énergie que les équipements d’il y a 20 ans. Les progrès dans les matériaux d’isolation, la technologie des éléments chauffants et les systèmes de combustion ont considérablement réduit la consommation d’énergie spécifique.
Les modules de revêtement en fibre céramique réduisent le stockage de chaleur et les pertes de chaleur dans les parois du four par rapport aux briques réfractaires denses. Lors d'une rénovation de l'isolation en brique à une isolation en fibre céramique, les économies d'énergie de 20% à 40% sont fréquemment signalés, ainsi que des temps de chauffage plus rapides qui augmentent la disponibilité et le débit du four.
L'installation d'entraînements à fréquence variable (VFD) sur les moteurs de ventilateur de recirculation et les entraînements de convoyeur permet d'adapter précisément la vitesse du ventilateur et la vitesse de la courroie au taux de production et à la charge du ressort, réduisant ainsi la consommation d'énergie inutile pendant les périodes d'inactivité ou les charges partielles.
Dans les fours de trempe à ressort alimentés au gaz, les récupérateurs ou les systèmes de brûleurs régénératifs récupèrent la chaleur des gaz d'échappement et l'utilisent pour préchauffer l'air de combustion. Les systèmes de récupération peuvent augmenter la température de l'air de combustion jusqu'à 400°C à 600°C , réduisant la consommation de carburant de 25% à 35% par rapport à la combustion à air froid.
Les fours de trempe à ressort modernes intègrent de plus en plus l’enregistrement des données, l’intégration SCADA et même la maintenance prédictive basée sur l’apprentissage automatique. La surveillance continue de la résistance des éléments, du courant du moteur du ventilateur, de la dérive d'étalonnage des thermocouples et de la composition de l'atmosphère permet aux équipes de maintenance de planifier les interventions avant que des pannes ne se produisent, réduisant ainsi les temps d'arrêt imprévus qui peuvent perturber les calendriers de production et exposer les lots de ressorts partiellement trempés à des risques de qualité.
La trempe printanière est parfois confondue avec le soulagement du stress et le recuit. Il s’agit de processus de traitement thermique liés mais distincts, et les différences sont significatives dans la fabrication des ressorts.
| Processus | Plage de température | Objectif | Effet sur la dureté |
|---|---|---|---|
| Trempe de printemps | 150°C – 500°C | Réduire la fragilité après durcissement, définir les propriétés mécaniques finales | Réduit la dureté de la trempe à la cible spécifiée |
| Soulager le stress | 120°C – 250°C | Supprimer les contraintes d'enroulement ou d'enroulement des ressorts formés à froid | Changement minimal de dureté |
| Recuit | 700°C – 900°C | Acier entièrement adouci pour le formage ou l'usinage | Réduction importante — donne un matériau très mou |
Les ressorts enroulés à froid fabriqués à partir de fil pré-durci (tel que du fil à musique ou du fil étiré) subissent généralement une relaxation des contraintes plutôt qu'un revenu complet, car le fil a déjà été trempé au filage. Le traitement anti-stress à 120°C à 230°C pendant 20 à 30 minutes supprime les contraintes d'enroulement et stabilise la géométrie du ressort sans altérer de manière significative la dureté. Les ressorts enroulés à chaud, en revanche, sont enroulés au-dessus de la température critique de transformation et nécessitent un durcissement et un revenu complets dans un four de trempe des ressorts après formage.
Le choix d’un four de trempe à ressort implique d’équilibrer plusieurs exigences opérationnelles. Un mauvais choix entraîne soit une mauvaise qualité du ressort, soit un investissement coûteux en surcapacité.

TK-13200, TK-7230 TK-13200、 TK-7230 MACHINE À ENROULER LES RESSORTS CNC 12 AXES ...
See Details
TK-13200, TK-7230 TK-13200、 TK-7230 MACHINE À ENROULER LES RESSORTS CNC 12 AXES ...
See Details
TK12120 MACHINE À ENROULER LES RESSORTS CNC TK-12120 12 AXES ...
See Details
TK-6160 MACHINE À ROULER À RESSORT CNC TK-6160 ...
See Details
TK-6120 MACHINE À ROULER À RESSORT CNC TK-6120 ...
See Details
TK-5200 MACHINE À ENROULER LES RESSORTS CNC TK-5200 5 AXES ...
See Details
TK-5160 MACHINE À ENROULER LES RESSORTS CNC TK-5160 5 AXES ...
See Details
TK-5120 MACHINE À ENROULER LES RESSORTS CNC TK-5120 5 AXES ...
See DetailsCode QR mobile



