 Langue
Langue Actualités
Accueil / Actualités / Qu'est-ce qu'une rectifieuse de ressorts ? Quel est son principe de fonctionnement ?
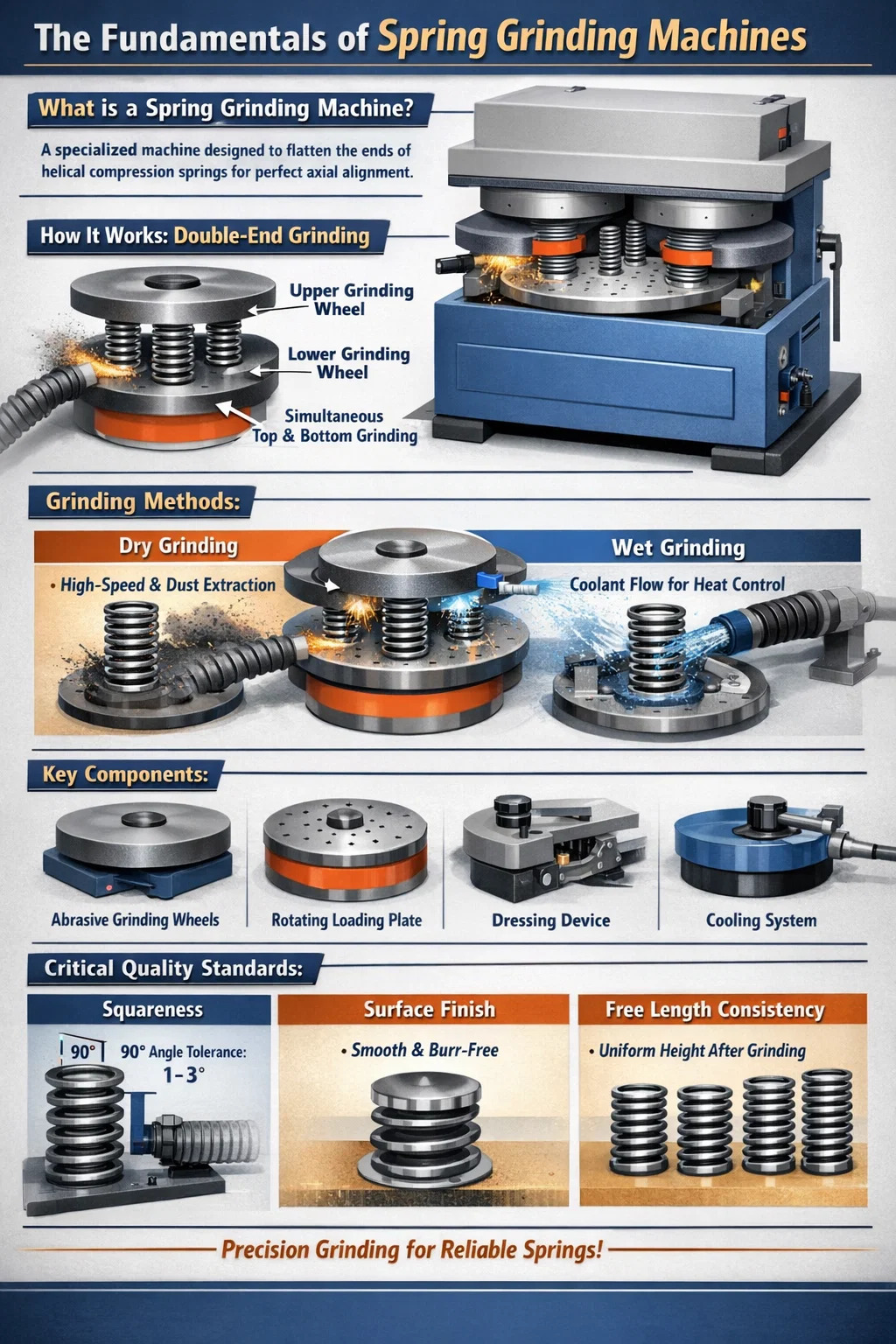
Un rectifieuse à ressort est un outil abrasif industriel spécialisé conçu spécifiquement pour aplatir les extrémités des ressorts de compression hélicoïdaux. Dans le monde manufacturier, les ressorts qui sortent d’une machine à enrouler ont souvent des extrémités « ouvertes » ou inégales. Sans meulage, ces ressorts ne peuvent pas rester parfaitement verticaux ni répartir le poids uniformément lorsqu'ils sont comprimés. Le rectifieuse à ressort élimine l'excès de matériau des bobines supérieure et inférieure pour créer une surface plane et perpendiculaire.
En équerrant les extrémités, la machine garantit que le ressort atteint axialité de charge maximale et la stabilité. Ce processus est essentiel pour les applications hautes performances telles que les ressorts de soupapes automobiles, les ressorts d'injecteur de carburant et les composants de machines industrielles lourdes où un écart même de 0,5 degrés en verticalité peut entraîner une défaillance mécanique ou une usure inégale.
Le principe de fonctionnement fondamental d'un rectifieuse à ressort implique le mouvement relatif entre le ressort et deux meules abrasives rotatives à grande vitesse. La plupart des machines modernes utilisent un meulage double extrémité approche, ce qui signifie que le haut et le bas du ressort sont traités simultanément.
Les ressorts sont chargés dans un dispositif rotatif circulaire connu sous le nom de plaque de chargement ou disque d'alimentation. Cette plaque contient plusieurs trous ou fixations conçus pour maintenir les ressorts en toute sécurité en position verticale. Lorsque le plateau de chargement tourne, il entraîne les ressorts dans la zone de meulage située entre les meules supérieure et inférieure.
Les meules sont positionnées à une distance déterminée les unes des autres, correspondant à la longueur libre finale souhaitée du ressort. Lorsque le ressort passe entre les roues en rotation, les surfaces abrasives rasent la pointe du fil aux deux extrémités. Le frottement génère une chaleur importante, c'est pourquoi la vitesse du plateau de chargement et le grain de la roue doivent être parfaitement calibrés pour éviter dommages thermiques ou "brûlure" de l'acier à ressort.
Certaines machines utilisent une méthode « passage » où les ressorts se déplacent continuellement à travers les roues, tandis que d'autres utilisent une méthode « in-feed ». Dans le système d'alimentation, les roues se déplacent verticalement vers les ressorts tandis que la plaque de chargement reste dans une position fixe, permettant un contrôle extrêmement précis du mouvement. pression de broyage et le taux d'enlèvement de matière.
L'efficacité du rectifieuse à ressort dépend de plusieurs composants à forte usure qui doivent supporter des contraintes mécaniques et une chaleur intenses.
| Composant | Fonction et matériau | Spécification typique |
|---|---|---|
| Meules | Unbrasive discs (Aluminium Oxide or Silicon Carbide) that cut the metal. | Diamètre : 300 mm - 900 mm |
| Plaque de chargement | Un rotating steel disc that carries springs through the machine. | Contrôle de vitesse variable |
| Dispositif de pansement | Restaure la planéité et le tranchant des meules. | Fraises à pointe diamant ou en acier |
| Système de refroidissement | Utilise de l'air ou un brouillard d'eau/d'huile pour dissiper la chaleur du ressort. | Buses haute pression |
En fonction du matériau du ressort et de la précision requise, les ingénieurs choisissent entre deux méthodes principales de fonctionnement pour le rectifieuse à ressort .
Le meulage à sec est la méthode la plus courante pour les ressorts en acier au carbone standard. Il repose sur un volume élevé système d'extraction de poussière pour éliminer les copeaux métalliques et les particules abrasives. Bien qu'efficace pour une production à grande vitesse, le broyage à sec peut entraîner une accumulation excessive de chaleur si la vitesse d'avance est trop agressive, altérant potentiellement la trempe du ressort.
Le broyage humide implique l'application continue d'un liquide de refroidissement (huile soluble dans l'eau ou fluide synthétique) directement sur l'interface de broyage. Cette méthode est utilisée pour acier inoxydable ou alliages sensibles à la chaleur. Le liquide de refroidissement empêche le fil d'atteindre des températures critiques, assure une finition de surface plus lisse et prolonge la durée de vie de la meule.
Un rectifieuse à ressort doit être méticuleusement entretenu pour garantir la qualité du produit final. Les fabricants se concentrent sur trois paramètres principaux pendant le processus de meulage :
Au fil du temps, les meules d'un rectifieuse à ressort deviennent « obstrués » par des particules métalliques ou perdent leur profil parfaitement plat. Ce phénomène est connu sous le nom de « vitrage ». Pour résoudre ce problème, la machine est équipée d'un dressing . Cette unité utilise un matériau plus dur pour gratter une fine couche de la meule, exposant ainsi des grains abrasifs frais et garantissant que la face de la meule reste parallèle à la plaque de chargement. Un dressage régulier fait la différence entre un ressort de haute qualité et un ressort rejeté lors de l'inspection.

TK-13200, TK-7230 TK-13200、 TK-7230 MACHINE À ENROULER LES RESSORTS CNC 12 AXES ...
Voir les détails
TK-13200, TK-7230 TK-13200、 TK-7230 MACHINE À ENROULER LES RESSORTS CNC 12 AXES ...
Voir les détails
TK12120 MACHINE À ENROULER LES RESSORTS CNC TK-12120 12 AXES ...
Voir les détails
TK-6160 MACHINE À ROULER À RESSORT CNC TK-6160 ...
Voir les détails
TK-6120 MACHINE À ROULER À RESSORT CNC TK-6120 ...
Voir les détails
TK-5200 MACHINE À ENROULER LES RESSORTS CNC TK-5200 5 AXES ...
Voir les détails
TK-5160 MACHINE À ENROULER LES RESSORTS CNC TK-5160 5 AXES ...
Voir les détails
TK-5120 MACHINE À ENROULER LES RESSORTS CNC TK-5120 5 AXES ...
Voir les détailsCode QR mobile



