 Language
Language  中文简体
中文简体Actualités
Accueil / Actualités / Qu'est-ce qu'une cintreuse de ressorts ? Quel est son principe de fonctionnement ?
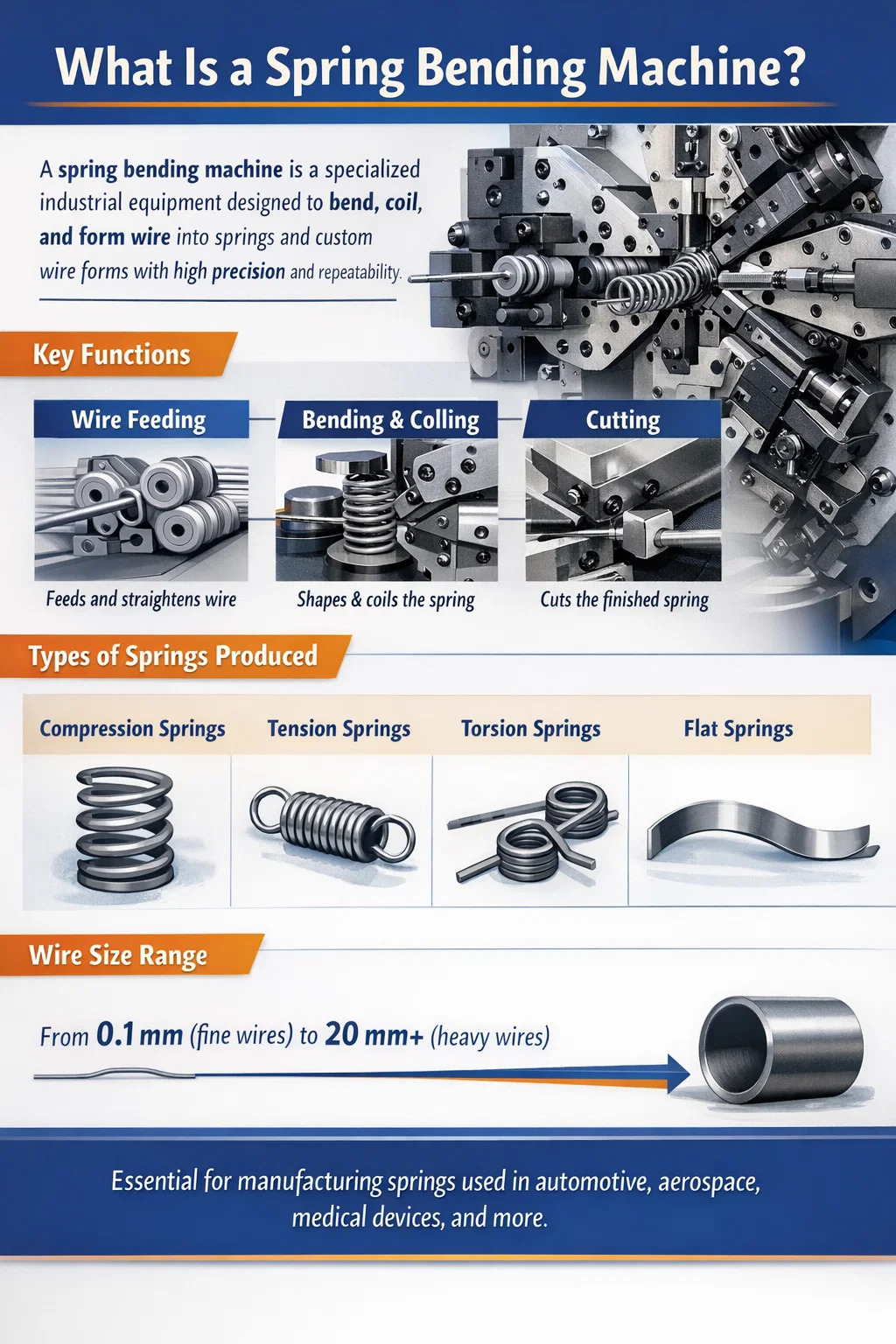
Un machine à cintrer les ressorts est un équipement industriel spécialisé conçu pour plier, enrouler et former des fils ou des bandes en ressorts et composants ressemblant à des ressorts. Il contrôle la forme, le pas, le diamètre et la configuration des extrémités de chaque ressort grâce à une combinaison de mécanismes d'alimentation, de pliage et de coupe. Contrairement aux machines de formage de fils à usage général, une machine à cintrer les ressorts est optimisée spécifiquement pour produire des ressorts de compression, des ressorts de tension, des ressorts de torsion, des ressorts plats et des formes de fil de forme personnalisée avec une répétabilité élevée et une intervention manuelle minimale.
Les cintreuses à ressorts traitent des diamètres de fil allant d'aussi fins que 0,1 mm (pour ressorts électroniques de précision) jusqu'à une épaisseur de 20 mm ou plus (pour ressorts de suspension industriels lourds). Dans les modèles contrôlés par CNC, une seule machine peut stocker des centaines de programmes de pièces et basculer entre les types de ressorts en quelques minutes, ce qui en fait la pierre angulaire de la fabrication moderne de ressorts.
L’industrie mondiale de fabrication de ressorts est importante. Les ressorts sont utilisés dans pratiquement tous les produits mécaniques, des stylos à bille et dispositifs médicaux aux suspensions automobiles et actionneurs aérospatiaux. Le marché du printemps était évalué à plus de 24 milliards de dollars en 2023 , et les cintreuses de ressorts sont les principaux outils de production derrière cette production. Comprendre ce que sont ces machines et comment elles fonctionnent est essentiel pour toute personne impliquée dans la fabrication, l'approvisionnement ou la conception technique des ressorts.
Le principe de fonctionnement d’une cintreuse de ressorts s’articule autour de trois actions coordonnées : alimentation du fil, pliage et coupe contrôlés . Ces trois fonctions sont précisément chronométrées et séquencées pour produire un ressort complet en une seule opération continue. Voici comment fonctionne chaque phase :
Le fil est tiré d'une bobine de bobine (ou d'un ravitailleur de barres redressé pour le fil plus lourd) et passé à travers une série de rouleaux redresseurs. Ces rouleaux suppriment la courbure naturelle (« prise ») de la bobine de fil afin que le fil entre dans la zone de pliage selon une ligne droite et constante. L'unité de redressage se compose généralement de deux jeux de rouleaux disposés à 90 degrés l'un par rapport à l'autre : un jeu corrige le plan horizontal, l'autre corrige le plan vertical.
Unfter straightening, a pair of servo-driven feed rollers grips the wire and pushes it forward at a controlled speed and length. The feed length determines where each bend will occur relative to the previous one, which directly controls the spring's pitch, body length, and end geometry. In CNC spring bending machines, the feed servo motor is programmed to deliver precise increments — sometimes accurate to ±0,01 mm par pas d'avance .
Uns the wire is fed forward, it contacts bending tools (also called bending fingers, coiling pins, or pitch tools) that deflect it into the desired shape. In coil spring production, the wire is deflected around a coiling point (a hardened steel pin or mandrel) to produce the helical coil. The position of the coiling point relative to the wire path determines the coil diameter. The pitch tool — positioned axially along the wire — controls the spacing between adjacent coils.
Les outils de pliage sont montés sur des coulisses ou des cames entraînées par des servomoteurs (dans les machines à commande numérique) ou des cames mécaniques (dans les machines à cames). Dans une cintreuse de ressorts CNC, chaque axe de pliage peut être programmé indépendamment pour se déplacer vers n'importe quelle position à tout moment pendant le cycle d'alimentation du fil. Cela permet à la machine de produire des ressorts à pas variable, des ressorts en forme de tonneau, des ressorts coniques et des formes de fil 3D complexes, le tout à partir d'une seule configuration.
Pour les ressorts de torsion et autres formes non hélicoïdales, les doigts de pliage appliquent une courbure angulaire précise à des points spécifiques le long du fil. La machine avance sur une longueur définie, se plie à un angle programmé, avance à nouveau, se plie à nouveau — en répétant jusqu'à ce que la géométrie complète du ressort soit terminée. Les angles de courbure peuvent être contrôlés pour ±0,5 degrés ou mieux sur des machines CNC de haute qualité.
Une fois la géométrie programmée du ressort terminée, un mécanisme de coupe coupe le fil pour séparer le ressort fini du fil entrant. Le couteau est généralement une lame en acier trempé entraînée par une came ou un servo-axe. La coupe doit être nette et sans bavures pour éviter les défauts fonctionnels, en particulier pour les ressorts de compression où les spires d'extrémité doivent reposer à plat sur une surface. Certaines machines comprennent une station de formage d'extrémité dédiée qui meule ou aplatit les extrémités coupées après la coupe, produisant ainsi les extrémités fermées et rectifiées nécessaires aux ressorts de compression de précision.
Un critical aspect of the spring bending machine's working principle is managing retour élastique — la reprise élastique du fil après pliage. Lorsqu’un fil est plié, il se déforme à la fois plastiquement (de manière permanente) et élastique. Lorsque la force de flexion est relâchée, la partie élastique récupère, provoquant un retour partiel du fil vers sa forme originale. S'il n'est pas compensé, le ressort fini aura un diamètre plus grand et un pas différent de celui programmé.
Le retour élastique dépend du matériau du fil (l'acier inoxydable rebondit plus que l'acier doux), du diamètre du fil, de l'état de trempe et du rayon de courbure. Les cintreuses de ressorts CNC compensent le retour élastique par une flexion excessive - en réglant la position de l'outil de pliage au-delà de la cible nominale par un décalage calculé. Dans les machines avancées, les systèmes automatiques de mesure et de compensation du retour élastique ajustent en permanence les positions des outils en fonction des dimensions du ressort mesurées sur les pièces précédentes.
Les cintreuses à ressorts ne constituent pas une seule catégorie. Il existe plusieurs types de machines distincts, chacun adapté à différents types de ressorts, volumes de production, tailles de fils et niveaux de complexité. Choisir le bon type de machine est aussi important que de le programmer correctement.
Les machines à enrouler à cames sont le cheval de bataille traditionnel de la production de ressorts à grand volume. Tous les mouvements des axes sont entraînés par des cames mécaniques montées sur un arbre à cames rotatif. Les cames sont profilées pour produire la géométrie de ressort souhaitée, et la modification de la conception du ressort nécessite le remplacement ou l'ajustement physique des cames. Bien que la configuration prenne du temps, les machines à cames fonctionnent à des vitesses très élevées : certains modèles peuvent produire jusqu'à 500 ressorts de compression par minute — ce qui les rend idéaux pour les séries de production massives d'un seul modèle de ressort. Ils sont robustes, fiables et relativement peu coûteux à entretenir.
Les enrouleuses de ressorts CNC (Computer Numerical Control) remplacent les cames mécaniques par des servomoteurs sur chaque axe. Chaque axe (diamètre de la bobine, pas, avance, coupe) est programmable indépendamment via un contrôleur à écran tactile. Le passage d'une conception de ressort à une autre s'effectue en chargeant un programme différent — aucun changement mécanique n'est nécessaire. Les machines de bobinage CNC ont généralement 4 à 8 axes CNC et peut produire des ressorts de compression, d'extension et à pas variable. Les vitesses de production varient de 30 à 200 pièces par minute en fonction de la complexité du ressort et du diamètre du fil.
Souvent appelé machine à cintrer les fils CNC ou formeuse de fils CNC, ce type se distingue des machines à enrouler en ce sens qu'il peut plier le fil en trois dimensions - pas seulement l'enrouler en hélice. Avec 8 à 16 axes CNC ou plus , ces machines peuvent produire des formes de fil 3D complexes telles que des ressorts de torsion avec des angles de bras spécifiques, des serre-fils, des supports, des poignées et des assemblages de fils personnalisés. Le fil peut être plié dans n’importe quelle direction, tourné et façonné dans pratiquement n’importe quelle forme. Ces machines sont les plus polyvalentes et sont essentielles à la fabrication de ressorts et de formes en fil sur mesure.
Les machines à cintrer les ressorts plats (également appelées machines de formage de bandes ou machines à ressorts à fil plat) sont conçues pour former des fils plats ou des bandes métalliques en ressorts à lames, ressorts hélicoïdaux plats, ressorts d'horloge et composants de ressorts plats estampés et formés. Ils alimentent le matériau en bande plate à travers des rouleaux profilés et des matrices de pliage qui façonnent la bande dans les plans horizontal et vertical. Ces machines sont largement utilisées dans la production de ressorts d'horlogerie, de pinces à ressorts à lames pour automobiles et de ressorts de contact électriques.
Les machines à ressorts de torsion sont une variante spécialisée des cintreuses de ressorts CNC, optimisées pour la production de ressorts de torsion – des ressorts qui stockent l'énergie en étant tordus plutôt qu'en compression ou en étirement. Ils disposent d'outils de flexion de bras dédiés qui peuvent plier la jambe/le bras du ressort à des angles précis (généralement 90°, 180° ou des angles personnalisés). La bobine du corps est d'abord enroulée, puis les bras sont pliés. Les machines à ressorts de torsion doivent contrôler avec précision la longueur des branches, l’angle des branches et la direction de la bobine (enroulement à droite ou à gauche).
| Type de machine | Types de ressorts produits | Gamme de fils typique | Vitesse de production | Changement |
|---|---|---|---|---|
| Enrouleur à came | Compression, extension | 0,2 à 8 mm | Jusqu'à 500 ppm | Long (échange de came) |
| Machine de bobinage CNC | Compression, extension, pas variable | 0,1 à 20 mm | 30 à 200 ppm | Court (chargement du programme) |
| Ancien fil CNC | Torsion, formes de fils 3D, sur mesure | 0,3 à 12 mm | 10 à 80 ppm | Court (chargement du programme) |
| Machine à ressort plat | Ressorts à lames, hélicoïdaux plats, ressorts de contact | Bande plate 0,1–5 mm | 20 à 150 ppm | Moyen |
| Machine à ressort de torsion | Ressorts de torsion | 0,2 à 10 mm | 20 à 120 ppm | Court (chargement du programme) |
Comprendre le rôle de chaque composant majeur aide les opérateurs à configurer correctement la machine, à résoudre les défauts et à maintenir l'équipement en bon état. Voici les composants de base que l’on trouve sur la plupart des machines à cintrer et à enrouler des ressorts :
Les cintreuses de ressorts peuvent produire une large gamme de types de ressorts. Chaque type a des exigences distinctes en matière de géométrie, de fonction et de fabrication. Voici un aperçu détaillé des types de ressorts les plus courants et de la manière dont ils sont fabriqués :
Les ressorts de compression sont des ressorts hélicoïdaux à bobine ouverte qui résistent aux forces de compression (poussée). Il s'agit du type de ressort le plus couramment produit dans le monde, utilisé dans tout, des stylos à bille aux commandes de soupapes automobiles. Ils sont produits en enroulant un fil en hélice avec un pas constant. Les paramètres clés incluent la longueur libre, le diamètre de la bobine (OD et ID), le diamètre du fil, le nombre de bobines actives et le type d'extrémité (ouverte, fermée, à terre ouverte, à terre fermée). Extrémités fermées et rectifiées nécessitent une opération de meulage secondaire après le bobinage, où les bobines d'extrémité sont meulées à plat sur un disque ou une meuleuse sans centre pour fournir une surface d'appui stable.
Les ressorts d'extension sont des ressorts hélicoïdaux à enroulement serré qui résistent aux forces de traction (traction). Ils sont produits sur des machines à enrouler dotées d'une station spéciale de formation de crochets qui plie l'extrémité du fil en une boucle ou un crochet pour la fixation. Les bobines du corps sont enroulées avec un pas nul (les bobines se touchent) pour créer une tension initiale – une précontrainte qui doit être surmontée avant que le ressort ne commence à s'allonger. Les types de crochets courants comprennent les crochets de machine, les crochets allemands et les crochets croisés, chacun formé par des séquences d'outils de pliage spécifiques programmées dans le contrôleur CNC.
Les ressorts de torsion stockent l'énergie de rotation en étant tordus. Ils se composent d’un corps enroulé avec deux bras (jambes) extensibles. Le ressort exerce un couple proportionnel à l'angle de torsion. Ils sont produits sur des machines de formage de fil CNC ou des machines à ressorts de torsion dédiées, où le corps est enroulé puis les bras sont pliés à l'angle spécifié. Les applications courantes incluent les pinces à linge, les pièges à souris, les systèmes de contrepoids de porte de garage et les instruments de précision. L'angle entre les deux bras — « l'angle de torsion » — doit être maintenu à ±1° ou plus pour les applications de précision.
Les ressorts plats sont fabriqués à partir de fil plat ou de bande métallique plutôt que de fil rond. Ils comprennent les ressorts à lames (tels qu'utilisés dans les suspensions de véhicules), les ressorts d'horloge et de puissance (ressorts hélicoïdaux plats enroulés à partir d'une bande), les ressorts en porte-à-faux et les ressorts de contact électrique. Les cintreuses à ressorts plats forment la bande à l'aide de rouleaux profilés et de matrices de pliage. Les tolérances d'épaisseur pour les ressorts plats de précision peuvent être aussi strictes que ±0,01 mm , qui exige à la fois un matériau de bande précis et une machine bien entretenue.
Au-delà des formes de ressorts classiques, les cintreuses de ressorts CNC – en particulier les formeuses de fils CNC multi-axes – peuvent produire pratiquement n'importe quelle forme à partir de fil : clips, bagues de retenue, supports, poignées, fils de guidage médicaux, fils orthodontiques et assemblages de fils 3D complexes. Ces pièces ne peuvent pas stocker d'énergie élastique (donc techniquement pas des ressorts) mais sont produites sur des machines à cintrer les ressorts en utilisant le même principe de fonctionnement alimentation-pliage-coupe.
Le choix du matériau du fil affecte de manière significative les performances du ressort, la configuration de la machine et la compensation du retour élastique requise. Différents matériaux ont des modules d'élasticité, des résistances à la traction et des caractéristiques de retour élastique différents. Voici les matériaux de fil les plus courants traités par les cintreuses à ressorts :
La configuration et le fonctionnement corrects d’une cintreuse de ressorts nécessitent une approche systématique. Voici la séquence typique de mise en place d’une machine à enrouler les ressorts CNC pour produire un nouveau ressort de compression :
Les ingénieurs de ressorts et les opérateurs de machines doivent comprendre la relation entre les réglages de la machine et les paramètres des ressorts. Voici comment les dimensions de ressort les plus critiques sont contrôlées sur une cintreuse de ressorts CNC :
| Paramètre de ressort | Contrôle des machines | Tolérance typique réalisable | Facteurs clés affectant la précision |
|---|---|---|---|
| Diamètre extérieur de la bobine (OD) | Position du point d'enroulement | ±0,05–0,2 mm | Retour élastique, variation du diamètre du fil |
| Longueur libre | Longueur de dévidage du fil par ressort | ±0,1–0,5 mm | Glissement du rouleau d'alimentation, allongement du fil |
| Emplacement | Emplacement tool position | ±0,05–0,2 mm | Retour élastique, rigidité du fil |
| Nombre de bobines | Longueur d'alimentation du fil et timing de coupe | ±0,1–0,5 bobines | Synchronisation de coupe, cohérence du pitch |
| Taux de printemps | Indirectement (OD, pas, nombre de bobines) | ±5 à 10 % | Variation du module du fil, toute géométrie |
| Unrm Angle (Torsion) | Angle de l'outil de pliage | ±0,5–2° | Unngular springback, wire hardness |
Le passage des machines à ressorts manuelles et à cames aux machines à cintrer les ressorts entièrement CNC a été l'un des changements les plus importants dans la fabrication de ressorts au cours des 30 dernières années. Les avantages de la CNC sont convaincants et bien documentés dans les environnements de production :
Même les cintreuses de ressorts bien configurées produisent des pièces défectueuses lorsque les conditions du processus dérivent. Reconnaître les défauts courants et leurs causes profondes est essentiel pour maintenir la qualité :
L’industrie des machines à cintrer les ressorts compte un nombre relativement restreint de fabricants bien établis, la plupart basés en Europe et en Asie. Voici quelques-uns des noms les plus reconnus de l’industrie :
Le prix des machines varie énormément selon la capacité. Une enrouleuse de ressorts CNC de base pour des tailles de fil standard peut démarrer à 30 000 à 80 000 USD , alors qu'une machine de formage de fil CNC multi-axes haut de gamme d'un fabricant européen haut de gamme peut dépasser 300 000 à 500 000 USD lorsqu'il est entièrement outillé et équipé de systèmes d'inspection automatiques.
Les ressorts font partie des composants mécaniques les plus universellement utilisés. Les cintreuses de ressorts sont directement responsables de la production des ressorts utilisés dans une gamme extraordinaire d'industries et de produits :
Les cintreuses à ressorts impliquent des pièces rotatives et alternatives à grande vitesse, du fil haute tension et des outils de coupe tranchants. Des pratiques de sécurité appropriées protègent les opérateurs et maintiennent la fiabilité de la machine :

TK-13200, TK-7230 TK-13200、 TK-7230 MACHINE À ENROULER LES RESSORTS CNC 12 AXES ...
See Details
TK-13200, TK-7230 TK-13200、 TK-7230 MACHINE À ENROULER LES RESSORTS CNC 12 AXES ...
See Details
TK12120 MACHINE À ENROULER LES RESSORTS CNC TK-12120 12 AXES ...
See Details
TK-6160 MACHINE À ROULER À RESSORT CNC TK-6160 ...
See Details
TK-6120 MACHINE À ROULER À RESSORT CNC TK-6120 ...
See Details
TK-5200 MACHINE À ENROULER LES RESSORTS CNC TK-5200 5 AXES ...
See Details
TK-5160 MACHINE À ENROULER LES RESSORTS CNC TK-5160 5 AXES ...
See Details
TK-5120 MACHINE À ENROULER LES RESSORTS CNC TK-5120 5 AXES ...
See DetailsCode QR mobile



