 Sprog
Sprog  Kinesisk (forenklet)
Kinesisk (forenklet)Actualités
Accueil / Actualités / Conception de ressorts de torsion : équations, matériaux et guide de la machine
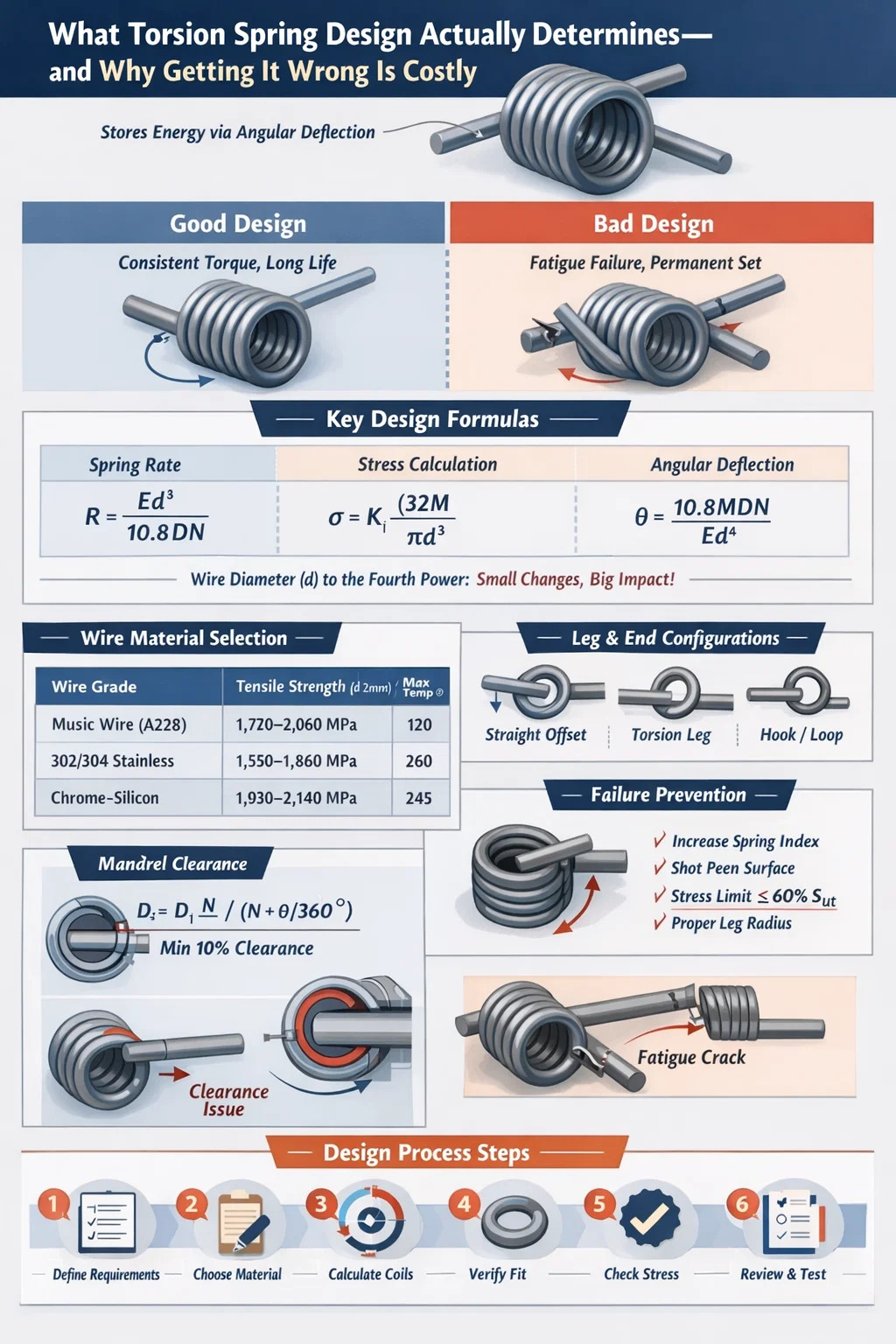
La conception d'un ressort de torsion est le processus de spécification de la géométrie, du matériau, des caractéristiques de charge et des tolérances de fabrication d'un ressort qui stocke l'énergie par déviation angulaire plutôt que par compression ou extension linéaire. Choisissez la bonne conception et le ressort fournit un couple constant sur des milliers, voire des millions de cycles. Si vous vous trompez, vous risquez une défaillance prématurée par fatigue, un jeu permanent ou des courbes de couple imprévisibles qui détruisent le mécanisme en aval.
Le résultat de conception le plus critique est le taux de ressort (couple par degré de rotation) , généralement exprimé en N·mm/° ou lb·in/°. Tous les autres paramètres – diamètre du fil, diamètre de la bobine, nombre de bobines actives, géométrie des pattes, configuration des extrémités – entrent dans ce nombre. Une machine à ressorts de torsion ne peut produire que ce que la conception spécifie, de sorte que la précision dans la phase de conception élimine les reprises coûteuses dans l'atelier de production.
Cet article passe en revue l'ensemble du processus de conception : des équations fondamentales et de la sélection des matériaux aux contraintes de fabrication imposées par les machines à ressorts de torsion, en passant par les modes de défaillance courants et les stratégies de tolérance pratiques utilisées dans la production en grand volume.
La conception des ressorts de torsion repose sur un ensemble d'équations mécaniques bien établies. Les comprendre n'est pas facultatif : ils déterminent si votre ressort survit à sa durée de vie ou tombe en panne au cours des premiers milliers de cycles.
La raideur angulaire du ressort R est calculée comme suit :
R = Ed⁴ / (10,8 DN)
Où E est le module d'élasticité (MPa), d est le diamètre du fil (mm), D est le diamètre moyen de la bobine (mm) et N est le nombre de bobines actives. Pour fil d'acier au carbone étiré, E ≈ 196 500 MPa ; pour l'acier inoxydable 302/304, E ≈ 193 000 MPa ; pour le chrome-silicium (SAE 9254), E ≈ 201 000 MPa.
Notez que le diamètre du fil apparaît à la quatrième puissance. Une augmentation de d de seulement 10 % augmente la raideur du ressort d'environ 46 %. C'est pourquoi le diamètre du fil est la variable la plus sensible dans toute conception de ressort de torsion : un petit écart de tolérance a un effet démesuré sur la raideur finale du ressort.
La contrainte de flexion dans un fil à ressort de torsion est :
σ = K_i × (32M) / (πd³)
Où M est le moment appliqué (N·mm), d est le diamètre du fil et K_i est le facteur de correction de contrainte des fibres internes (également appelé facteur Wahl pour les ressorts de torsion). K_i prend en compte les effets de courbure et est défini comme :
K_i = (4C² - C - 1) / (4C(C - 1))
Où C est l'indice du ressort = D/d. Pour un indice de ressort de 6 (une valeur commune), K_i ≈ 1,24. Pour une bobine serrée avec C = 4, K_i s'élève à environ 1,40. Cela signifie qu'un ressort à spires serrées subit une contrainte 13 % plus élevée au niveau de la fibre interne pour le même moment appliqué — une différence significative lorsque la durée de vie en fatigue est la contrainte de conception.
La déviation angulaire totale θ (en degrés) est :
θ = 10,8 M D N / (E d⁴)
Cette équation est l’inverse de la formule de raideur du ressort. Il vous indique la rotation du ressort pour un couple appliqué donné. Dans des applications telles que les charnières de portes automobiles ou les lève-vitres, connaître l'angle de déflexion exact à chaque niveau de couple est essentiel pour l'emballage des mécanismes.
Une caractéristique unique aux ressorts de torsion : le diamètre de la bobine change à mesure que le ressort s'enroule ou se déroule. Lorsqu'il est enroulé dans le sens de la fermeture (les bobines se resserrent), le diamètre moyen diminue. Le nouveau diamètre moyen D₂ est :
D₂ = D₁ N / (N θ/360°)
Pour un ressort à 8 spires actives tournant à 90°, D₂ = D₁ × 8 / 8,25 = 0,970 × D₁ — une réduction de 3 %. Si le ressort fonctionne sur un mandrin, le concepteur doit vérifier que D₂ offre toujours un jeu adéquat ; les interférences à la déviation maximale provoquent des pics de couple catastrophiques et une défaillance prématurée. La pratique de conception standard consiste à maintenir au moins Jeu de 10 % entre le diamètre intérieur de la bobine dévié et le diamètre extérieur du mandrin .
Le choix des matériaux est indissociable de la conception des ressorts de torsion. Le fil doit offrir la résistance à la traction, la limite d'endurance et la résistance à la corrosion requises sur toute la plage de températures de fonctionnement, tout en restant compatible avec les capacités de formage de la machine à ressorts de torsion.
| Qualité du fil | Résistance à la traction (d=2mm) | Température maximale (°C) | Utilisation typique |
|---|---|---|---|
| Étiré dur (ASTM A227) | 1 380 à 1 650 MPa | 120 | Usage général, charges statiques |
| Fil à musique (ASTM A228) | 1 720 à 2 060 MPa | 120 | Fatigue cyclique, précision |
| Acier inoxydable 302/304 (ASTM A313) | 1 550 à 1 860 MPa | 260 | Environnements corrosifs |
| Acier inoxydable 316 (ASTM A313) | 1 480 à 1 790 MPa | 315 | Exposition marine et chimique |
| Chrome-silicium (SAE 9254) | 1 930 à 2 140 MPa | 245 | Stress élevé, température élevée |
| Inconel 718 | 1 240 à 1 380 MPa | 600 | Aérospatiale, turbines à gaz |
Pour la plupart des applications industrielles — charnières de porte, loquets, enrouleurs et connecteurs électriques — le fil musical (ASTM A228) est le choix par défaut . Sa haute résistance à la traction et sa qualité de surface constante permettent des durées de vie en fatigue dépassant 500 000 cycles à des niveaux de contrainte allant jusqu'à 70 % de la résistance à la traction ultime. Le fil étiré coûte 10 à 15 % moins cher mais présente une finition de surface plus rugueuse et une plus grande variabilité de la résistance à la traction, ce qui le rend plus adapté aux applications statiques ou à faible cycle.
Le fil chrome-silicium, bien que plus cher, est le choix standard pour les ressorts de soupapes et les ressorts de rappel de freins automobiles où les températures de fonctionnement atteignent 200-240°C et où la relaxation des contraintes doit être minimisée. Il est également plus exigeant pour la machine à ressorts de torsion car sa dureté plus élevée accélère l'usure des outils — un facteur à discuter avec le fabricant lors de la revue de conception.
Le bronze phosphoreux et le cuivre-béryllium apparaissent dans les ressorts des connecteurs électriques où la conductivité compte aux côtés des performances mécaniques. Le cuivre au béryllium en particulier, bien que coûteux, atteint des résistances à la traction proches de 1 400 MPa et maintient une excellente résistance à la déformation, ce qui le rend adapté aux instruments de précision avec des tolérances de couple serrées sur une durée de vie prolongée.
La configuration finale d'un ressort de torsion (la façon dont les jambes sont formées, l'endroit où elles entrent en contact avec les pièces d'accouplement et la géométrie qu'elles suivent) affecte directement trois choses : le nombre effectif de bobines actives, la concentration de contraintes à la jonction jambe-corps et ce que la machine à ressorts de torsion peut former de manière réaliste.
Le nombre effectif de bobines actives N_a inclut une contribution des jambes. Pour les jambes droites, l'approximation standard ajoute L/(3πD) au nombre de bobines du corps, où L est la longueur totale des deux jambes. Pour un ressort avec un diamètre moyen de spire de 20 mm et deux branches de 30 mm, cela ajoute environ 30/(3π×20) ≈ 0,16 spires — une correction petite mais non triviale lorsque des tolérances serrées de raideur de ressort (± 5 % ou mieux) sont requises.
Ignorer cette correction entraîne des erreurs systématiques de raideur de ressort qui deviennent apparentes lors de l'inspection du premier article, nécessitant des ajustements du nombre de bobines et un temps de configuration supplémentaire de la machine à ressorts de torsion CNC.
Une machine à ressorts de torsion – en particulier une machine à enrouler CNC dotée d'une capacité de ressort de torsion – forme le fil en le pliant autour d'un mandrin d'enroulement tout en façonnant simultanément les jambes et les extrémités. Comprendre ce que la machine peut et ne peut pas faire est essentiel dès la phase de conception, avant la découpe de l'outillage.
Les machines à ressorts de torsion CNC standard traitent des diamètres de fil d'environ 0,10 mm à 16 mm, selon la classe de machine. Les bobineuses CNC d'entrée de gamme couvrent 0,3 à 3,5 mm ; les machines industrielles lourdes manipulent du fil de 3 à 16 mm. L'indice de ressort (D/d) est pratiquement contraint entre 4 et 16 pour la plupart des séries de production :
Le point idéal pour la production de machines à ressorts de torsion est C = 6 à C = 12 , où les forces de formage sont gérables, l'usure des outils est prévisible et les tolérances dimensionnelles sont réalisables à des vitesses de production élevées.
Les machines modernes à ressorts de torsion CNC, comme celles de Wafios, Numalliance ou Simplex, fonctionnent avec 4 à 8 axes contrôlés. Les fonctionnalités clés incluent :
L’angle libre – l’angle entre les deux jambes à l’état non chargé – est l’un des paramètres les plus difficiles à contrôler. Une tolérance d'angle libre de ±3° à ±5° est une capacité de production standard ; ±1° à ±2° est réalisable avec des machines à ressorts de torsion CNC haut de gamme et une qualification de processus, mais à un coût par pièce plus élevé. Les concepteurs doivent spécifier la tolérance la plus stricte dont ils ont réellement besoin, et non la plus stricte qu'ils pensent possible : une tolérance excessive à l'angle libre peut doubler ou tripler le coût de la pièce sans améliorer le fonctionnement du produit.
Après formage, les ressorts de torsion fabriqués à partir de fil pré-durci (fil à musique, étiré dur, inoxydable) subissent une cuisson de détente à basse température – généralement 175-230°C pendant 20-30 minutes. Cela réduit les contraintes résiduelles induites lors de l'enroulement, stabilise l'angle libre et réduit la prise en service. Les ressorts en chrome-silicium et chrome-vanadium sont formés à partir de fil recuit, puis trempés à l'huile et revenus jusqu'à la dureté finale après enroulement, ce qui donne plus de contrôle sur les propriétés du matériau mais nécessite des étapes de processus supplémentaires sur la gamme de machines à ressorts de torsion.
Le grenaillage, appliqué après traitement thermique, induit des contraintes résiduelles de compression sur la surface du fil, augmentant la limite d'endurance en fatigue de 20 à 30 % pour ressorts fonctionnant en flexion inversée. Pour les ressorts de torsion dans les applications à cycles élevés (au-dessus de 500 000 cycles), le grenaillage est presque toujours spécifié malgré une augmentation de 15 à 25 % du coût des pièces, car l'alternative – la rupture par fatigue sur le terrain – est beaucoup plus coûteuse.
La rupture par fatigue est le mode de rupture dominant pour les ressorts de torsion soumis à une charge cyclique. Il commence à la surface interne de la bobine (là où la contrainte de flexion est la plus élevée en raison de la courbure) ou à la jonction jambe-corps (un point de concentration des contraintes). Prédire la durée de vie en fatigue nécessite de comprendre à la fois l’amplitude des contraintes et la contrainte moyenne.
Le critère de Goodman modifié relie l'amplitude de contrainte admissible σ_a à la contrainte moyenne σ_m :
σ_a / S_e σ_m / S_ut = 1
Où S_e est la limite d'endurance et S_ut est la résistance à la traction ultime. Pour le fil à musique, S_e ≈ 0,45 × S_ut pour les échantillons polis. Les facteurs de correction de l'état de surface réduisent cela à environ 0,35–0,38 × S_ut pour le fil de production avec une qualité de surface standard.
La parabole de Gerber est parfois utilisée comme alternative à la ligne de Goodman car elle s'adapte plus étroitement aux données empiriques de fatigue des ressorts à des niveaux de contrainte moyenne élevés. Cependant, Goodman reste plus conservateur et est préféré pour les applications critiques en matière de sécurité.
Dans la conception pratique des ressorts de torsion, les objectifs de rapport de contrainte suivants offrent des performances de fatigue fiables :
Ces objectifs doivent être calculés à l'aide de la formule corrigée des contraintes avec le facteur Wahl. L'application de l'équation de contrainte de flexion nominale sans correction de courbure sous-estime la contrainte réelle du fil de 15 à 35 % en fonction de l'indice du ressort — une erreur potentiellement catastrophique dans la conception à cycles élevés.
Les ressorts de torsion soumis à une charge soutenue peuvent présenter une déformation permanente – un changement permanent de l'angle libre au fil du temps en raison du fluage du matériau du fil. La déformation permanente dépend de la température et devient significative au-dessus de 100°C pour le fil en acier au carbone. La contrainte soutenue maximale admissible à limiter à moins de 2 % sur 1 000 heures à température ambiante est d'environ 65 % de S_ut pour le fil musical et 70 % pour le chrome-silicium.
Pour les applications où le ressort est maintenu en position comprimée (comme dans de nombreux mécanismes automobiles et électroménagers), le concepteur doit vérifier que la contrainte soutenue à la déflexion maximale ne dépasse pas ces limites. Ne pas le faire entraîne une diminution du couple au cours de la durée de vie du produit – une plainte courante sur le terrain qui remonte directement à la surveillance de la conception des ressorts de torsion.
La spécification des tolérances sur le dessin d'un ressort de torsion est le point où le jugement technique se croise avec le coût de fabrication. Chaque tolérance plus stricte que la capacité de production standard nécessite des contrôles de processus supplémentaires, une fréquence d'inspection accrue ou des temps de cycle de machine à ressorts de torsion plus lents, ce qui augmente les coûts.
| Paramètre | Tolérance standard | Tolérance stricte (coût premium) |
|---|---|---|
| Diamètre du fil | Selon la norme de fil ASTM (généralement ±1 à 2 %) | ±0,5 % (nécessite un lot de fils certifiés) |
| Diamètre moyen de la bobine | ±2 à 3 % | ±1% |
| Nombre de bobines | ±0,25 bobines | ±0,1 bobines |
| Angle libre | ±5° | ±2° |
| Taux de printemps | ±10% | ±5% |
| Couple à l'angle d'essai | ±10% | ±5% |
| Longueur de jambe | ±1,0 mm | ±0,5mm |
| Longueur du corps (bobine fermée) | ±0,5mm | ±0,2 mm |
La tolérance la plus importante à spécifier correctement est le couple à un angle d'essai défini, et non la raideur du ressort isolément. Une tolérance de couple à un angle spécifique est plus directement liée au fonctionnement du produit : elle indique au fabricant exactement ce que le ressort doit délivrer au point de sa course qui compte pour l'assemblage. La raideur du ressort à elle seule ne raconte pas l'histoire si l'angle libre varie.
Une approche courante et efficace consiste à spécifier : (1) le couple à l'angle de travail minimum, (2) le couple à l'angle de travail maximum et (3) l'angle libre avec une large tolérance. Cette spécification fonctionnelle donne à l'opérateur de la machine à ressorts de torsion une liberté maximale pour optimiser le processus de formage tout en garantissant le bon fonctionnement du ressort dans l'assemblage.
Un dessin de ressort de torsion doit toujours préciser :
L'omission de la direction du vent sur un dessin est l'une des erreurs les plus courantes et les plus coûteuses lors de l'achat de ressorts de torsion. Un ressort de torsion droit enroulé dans le sens de la fermeture génère un couple croissant à mesure qu'il se ferme. Si l'ensemble nécessite un couple de fermeture provenant d'un ressort gauche, le mécanisme fonctionnera en sens inverse ou ne fonctionnera pas du tout.
Comprendre les modes de défaillance n’est pas une ingénierie post-mortem : c’est un apport de conception. Chaque mode de défaillance correspond à des décisions de conception spécifiques qui peuvent l'empêcher ou l'atténuer.
La contrainte de flexion la plus élevée dans un ressort de torsion se produit au niveau de la fibre interne de chaque bobine en raison de l'effet de courbure (capté par le facteur Wahl). Les fissures de fatigue naissent ici et se propagent transversalement à travers le diamètre du fil, entraînant une rupture soudaine. Stratégies de prévention :
L'ensemble se manifeste par une réduction de l'angle libre au fil du temps, réduisant ainsi le couple délivré à l'angle de travail. La cause première est une contrainte soutenue dépassant la limite élastique du matériau à la température de fonctionnement. Prévention : maintenir la contrainte soutenue en dessous de 65 % S_ut pour l'acier au carbone, utiliser des ressorts prédéfinis (pré-déviés au-delà de l'angle de travail maximum lors de la fabrication pour induire des contraintes résiduelles favorables), ou spécifier un fil fortement allié avec une meilleure résistance à la relaxation.
À mesure que le ressort fléchit dans le sens de la fermeture, le diamètre intérieur de la bobine diminue. Si le ressort est monté sur un mandrin avec un jeu insuffisant, les bobines entrent en contact avec le mandrin, générant des frictions, de la chaleur et des pics de couple imprévisibles. Dans les cas graves, le ressort saisit entièrement le mandrin. La solution est simple dans sa conception : calculez le diamètre intérieur minimum de la bobine à la déflexion maximale à l'aide de la formule de changement de diamètre et assurez-vous que le diamètre extérieur du mandrin est au moins 10 % plus petit. Cependant, cela nécessite que le concepteur connaisse l'angle de fonctionnement maximum dès la phase de conception.
La transition du corps de la bobine au pied droit est une discontinuité géométrique qui crée une concentration des contraintes. L'ampleur dépend de la netteté du virage. Un rayon de courbure minimum de 1,5d à la racine du pied est une bonne pratique de conception — des rayons plus petits que cela augmentent considérablement le facteur de concentration des contraintes. Lorsque la machine à ressort de torsion forme la jambe, l'opérateur ajuste l'outil pour atteindre ce rayon minimum. Si le concepteur dessine un angle vif à la racine de la jambe, la machine produira un angle vif et la rupture par fatigue se produira à cet endroit plutôt que dans le corps de la bobine où l'analyse des contraintes le prédit.
Les conceptions de ressorts de torsion les plus efficaces sont développées en collaboration entre l'ingénieur et le fabricant de ressorts, en impliquant spécifiquement l'équipe qui exploite la machine à ressorts de torsion au début du processus de conception, avant que le dessin ne soit finalisé.
Considérations clés DFM à soulever avec le fabricant :
L’ingénieur qui traite le fabricant de ressorts comme un pur fournisseur de produits de base – en fournissant un dessin complet sans discussion – obtient systématiquement des résultats sous-optimaux. L'ingénieur qui implique l'équipe de la machine à ressorts de torsion dans l'examen de la conception obtient des ressorts plus faciles à fabriquer, plus cohérents et moins coûteux en termes de volumes de production.
Les principes de conception des ressorts de torsion s’appliquent différemment selon les secteurs. Voici des exemples concrets de la manière dont le contexte d’application façonne les décisions de conception.
Spécification typique : couple de 8 à 12 N·m à une déviation de 75° , durée de vie de 500 000 cycles, température de fonctionnement de −40°C à 80°C. Diamètre du fil 4–6 mm, alliage chrome-silicium, grenaillé, revêtement phosphate de zinc. La machine à ressorts de torsion doit produire un angle libre constant jusqu'à ±3° car la sensation de détente de la porte est sensible à la variation du couple à la position de contrôle intermédiaire (généralement 30 à 45°). Ces ressorts sont produits en grand volume – des centaines de milliers par an – ce qui justifie un outillage dédié aux ressorts de torsion et des tests de couple en cours de fabrication sur 100 % des pièces.
Spécification typique : torque of 0.5–2 N·mm at 30° deflection, 50,000 cycle life, phosphor bronze or beryllium copper, gold flash plated. Wire diameter 0.15–0.5 mm. At this scale, the torsion spring machine must maintain wire feed precision to ±0.02 mm to achieve the ±5% torque tolerance required. Free angle tolerance of ±3° translates to a torque variation of ±10–15% at the working angle, which must be tight enough to ensure reliable electrical contact force without over-stressing the mating pin.
Les instruments chirurgicaux et les mécanismes des dispositifs implantables utilisent des ressorts de torsion en acier inoxydable 316L ou en alliage MP35N. Des tolérances de couple de ± 3 à 5 % sont typiques. Chaque printemps est inspecté à 100 %. Les exigences de traçabilité signifient que chaque lot de production est lié à un numéro de chaleur de fil spécifique et à un enregistrement de lot de machine à ressorts de torsion. Ces exigences augmentent considérablement les coûts mais ne sont pas négociables compte tenu de l'environnement réglementaire. Les diamètres de fil varient généralement de 0,25 mm à 2,0 mm selon l'application.
Les ressorts de torsion des portes de garage résidentielles sont de grande taille (diamètre du fil 4 à 8 mm, diamètre moyen de la bobine 50 à 75 mm) et conçus pour 10 000 à 30 000 cycles de la vie. Ils sont enroulés par paires opposées sur un arbre central, équilibrant le poids de la porte. La raideur du ressort doit correspondre au poids et à la hauteur de la porte à ± 10 %, sinon la porte ne s'équilibrera pas correctement. Ces ressorts sont produits en grand volume sur de grandes machines industrielles à ressorts de torsion, vendus comme articles de base, et constituent l'une des défaillances de ressorts domestiques les plus courantes - non pas parce qu'ils sont mal conçus, mais parce qu'ils sont conçus selon un objectif de coût qui limite la durée de vie.
Le regroupement du processus de conception dans un flux de travail structuré évite l'erreur courante consistant à itérer tard dans le développement lorsque les modifications sont coûteuses.
Suivre cette séquence permet d'éviter systématiquement la catégorie la plus coûteuse d'erreurs de conception de ressorts : la découverte de problèmes dimensionnels ou de performances lors de la validation de l'assemblage, lors de la modification de la conception du ressort, nécessite de requalifier la configuration de la machine à ressorts de torsion et potentiellement de reconcevoir les pièces d'accouplement.

TK-13200, TK-7230 TK-13200、 TK-7230 MACHINE À ENROULER LES RESSORTS CNC 12 AXES ...
Voir les détails
TK-13200, TK-7230 TK-13200、 TK-7230 MACHINE À ENROULER LES RESSORTS CNC 12 AXES ...
Voir les détails
TK12120 MACHINE À ENROULER LES RESSORTS CNC TK-12120 12 AXES ...
Voir les détails
TK-6160 MACHINE À ROULER À RESSORT CNC TK-6160 ...
Voir les détails
TK-6120 MACHINE À ROULER À RESSORT CNC TK-6120 ...
Voir les détails
TK-5200 MACHINE À ENROULER LES RESSORTS CNC TK-5200 5 AXES ...
Voir les détails
TK-5160 MACHINE À ENROULER LES RESSORTS CNC TK-5160 5 AXES ...
Voir les détails
TK-5120 MACHINE À ENROULER LES RESSORTS CNC TK-5120 5 AXES ...
Voir les détailsCode QR mobile



