Une machine à cintrer fonctionne en appliquant une force contrôlée à une pièce (généralement du métal, du fil ou du tube) pour la déformer selon un angle ou une forme spécifique sans découpe ni soudage. La machine utilise une combinaison d'un poinçon (matrice supérieure), d'une matrice (matrice inférieure) et d'une butée arrière pour positionner et plier le matériau avec une précision reproductible. La mécanique fondamentale repose sur le dépassement de la limite d'élasticité du matériau afin qu'il se déforme de façon permanente, tout en restant en dessous de sa résistance à la traction pour éviter la rupture.
En termes pratiques, lorsque le poinçon descend dans la matrice, il force la tôle ou le fil à se conformer à la géométrie de la matrice. L'angle obtenu dépend de la profondeur de pénétration, de la largeur d'ouverture de la matrice et des caractéristiques de retour élastique du matériau. Les cintreuses CNC modernes contrôlent toutes ces variables numériquement, permettant des tolérances aussi étroites que ±0,1° sur l'angle de pliage et ±0,1 mm sur le positionnement de la butée arrière.
Il existe plusieurs méthodes de pliage principales à usage industriel, chacune adaptée à différents matériaux et volumes de production :
Comprendre le rôle de chaque pièce aide les opérateurs à résoudre les problèmes et à optimiser la qualité de la production. Chaque cintreuse, quel que soit son type, partage un ensemble commun de composants mécaniques et de commande.
Le châssis de la machine est une structure en acier soudé ou moulé qui absorbe les forces de flexion sans se déformer. Sur les grandes presses plieuses d'une capacité de 400 tonnes ou plus, le lit fléchit considérablement sous la charge, parfois de 0,3 à 0,5 mm sur une portée de 4 mètres. Les meilleures machines utilisent des systèmes de bombage (mécaniques ou hydrauliques à base de coin) pour compenser cette déflexion et maintenir la cohérence de l'angle sur toute la longueur de la pièce.
Le vérin porte l'outillage supérieur (poinçon) et est entraîné vers le bas par des vérins hydrauliques, des entraînements servo-électriques ou des excentriques mécaniques. Les presses plieuses servoélectriques, désormais standard dans les ateliers de tôlerie de précision, atteignent une répétabilité de positionnement de ±0,01 mm — nettement meilleur que les conceptions hydrauliques conventionnelles, qui atteignent généralement ±0,04 mm.
Le rayon de la pointe du poinçon, la largeur d'ouverture de la matrice (ouverture en V) et le rayon de l'épaulement de la matrice affectent tous directement la qualité du pliage. Une règle standard est que l’ouverture en V doit être 6 à 10 fois supérieure à l’épaisseur du matériau. Par exemple, le pliage de l'acier doux de 3 mm utilise généralement une matrice en V de 20 à 24 mm. L’utilisation d’une matrice trop étroite provoque un amincissement excessif du matériau et des fissures ; une matrice trop large augmente le retour élastique et réduit la précision de l'angle.
La butée arrière est une butée motorisée qui positionne précisément le matériau avant chaque pliage. Les butées arrière multi-axes modernes (généralement 4 à 6 axes) permettent un contrôle CNC de la profondeur et de la hauteur, permettant ainsi de produire automatiquement des pièces à brides complexes sans repositionnement manuel. La précision de la butée arrière détermine directement la tolérance de longueur de bride, qui, sur les presses plieuses CNC bien entretenues, s'étend de ±0,1 à ±0,2 mm.
Les cintreuses modernes utilisent des contrôleurs CNC dédiés (Delem, Cybelec ou systèmes propriétaires) qui stockent les programmes de pliage, calculent le tonnage requis, compensent le retour élastique et coordonnent le mouvement multi-axes. La programmation hors ligne via des logiciels de CAO/FAO (par exemple Radan, SolidTravaux Bend) permet aux ingénieurs de développer des séquences de pliage sur un ordinateur et de les transférer directement sur la machine, réduisant ainsi le temps de configuration de 40 à 70 % par rapport à la programmation manuelle par essais et erreurs.
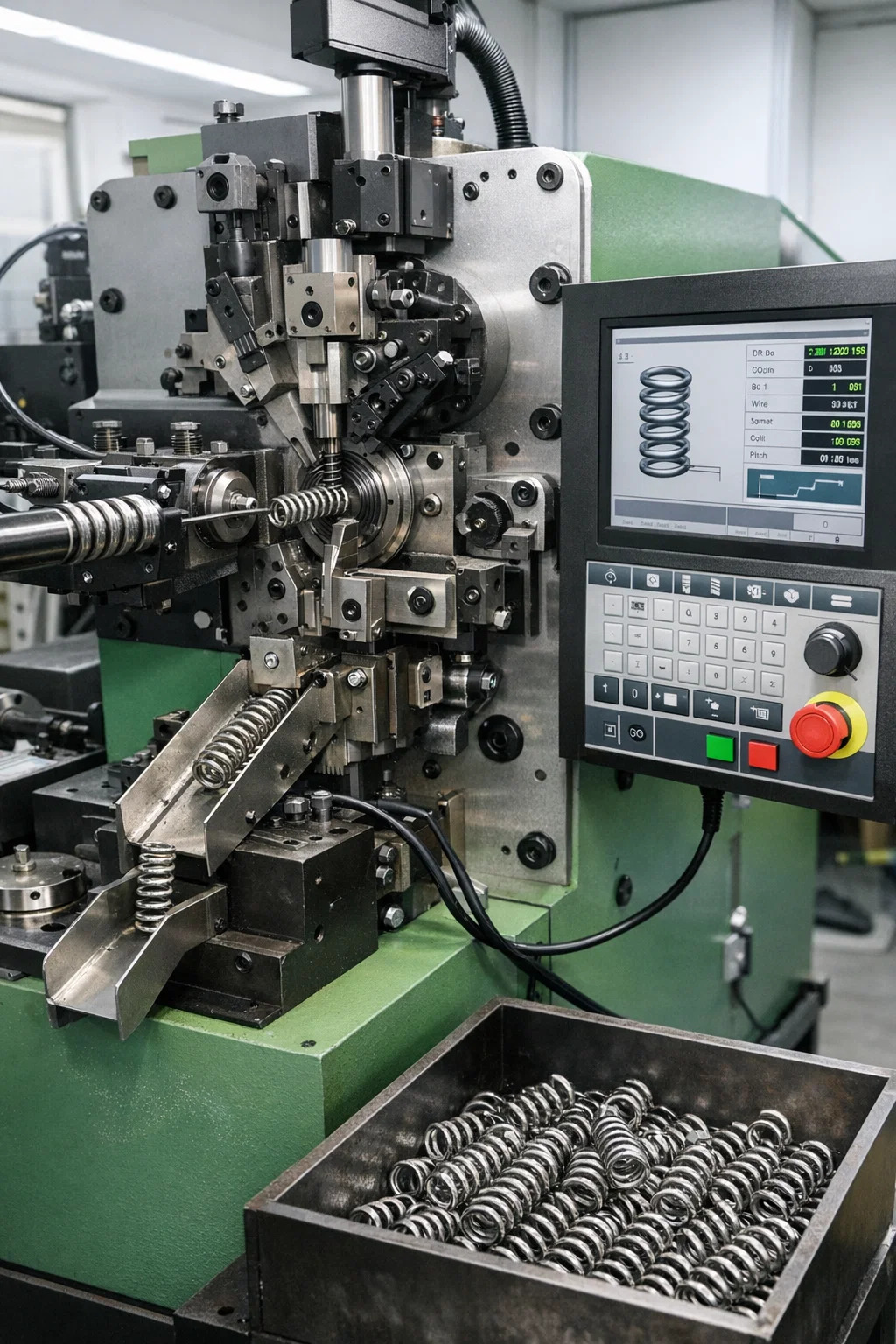
Une machine à cintrer les ressorts est un type spécialisé de machine à cintrer conçue spécifiquement pour transformer du fil ou du matériel plat en ressorts et en formes semblables à des ressorts, notamment des bobines, des ressorts de torsion, des ressorts de compression, des ressorts d'extension et des formes de fil personnalisées. Contrairement aux presses plieuses de tôle standard, une cintreuse à ressorts fonctionne avec des broches de pliage rotatives, des cames réglables et un mécanisme d'alimentation en fil qui travaillent ensemble pour façonner en continu le fil lorsqu'il passe dans la machine.
Le cycle de travail fondamental d'une cintreuse de ressorts CNC passe par les étapes suivantes :
Les cintreuses de ressorts CNC à grande vitesse produisent généralement 30 à 200 ressorts par minute en fonction du diamètre du fil et de la complexité du ressort. Certaines bobineuses à grand volume faisant fonctionner du fil fin (0,1 à 0,5 mm) dans le secteur électronique dépassent les 400 pièces par minute.
Les cintreuses de ressorts existent en plusieurs configurations en fonction du type de ressort et des exigences de production :
| Type de machine | Plage de diamètre de fil | Application typique | Vitesse de production |
|---|---|---|---|
| Enrouleur de ressort de compression | 0,1 – 20 mm | Suspensions automobiles, vannes industrielles | 30 – 200 pièces/min |
| Enrouleur de ressort d'extension | 0,2 – 12 mm | Charnières de porte, mécanismes rétractables | 20 – 150 pièces/min |
| Machine à cintrer les ressorts de torsion | 0,3 – 10 mm | Pinces à linge, contacts électriques, pinces | 15 – 80 pièces/min |
| Machine de formage de fil CNC | 0,5 – 16 mm | Formes de fils, crochets, supports personnalisés | 5 – 60 pièces/min |
| Machine à cintrer les ressorts plats | Bande de 0,1 à 3 mm d'épaisseur | Contacts de batterie, bornes à clipser | 20 – 120 pièces/min |
Le retour élastique est l'un des défis les plus importants dans toute opération de pliage, que ce soit sur une presse plieuse de tôle ou une cintreuse de ressorts. Lorsqu’une force plie le métal, seule une partie de la déformation est plastique (permanente). La partie élastique récupère une fois la force relâchée, ce qui fait revenir la pièce vers sa forme originale. Pour les tôles d'acier doux courantes, les angles de retour élastique varient généralement de 1° à 5°, tandis que les aciers à haute résistance et l'acier inoxydable peuvent rebondir de 6° à 12° ou plus.
Les cintreuses de ressorts sont confrontées à une version particulièrement aiguë de ce problème. Le produit dans son ensemble est défini par sa récupération élastique : un ressort de compression, par exemple, doit stocker et libérer de l'énergie de manière prévisible, de sorte que le processus d'enroulement doit tenir compte précisément du retour élastique pour atteindre la longueur libre et la raideur du ressort cibles. Un ressort qui revient plus que programmé sera trop long ; celui qui rebondit moins sera trop court et les deux échoueront aux tests de charge.
La distinction entre les cintreuses à commande CNC et les cintreuses manuelles va bien au-delà du prix. Chacune a un contexte opérationnel spécifique dans lequel elle offre le meilleur rendement.
| Critères | Machine à cintrer CNC | Machine à cintrer manuelle |
|---|---|---|
| Répétabilité angulaire | ±0,1° – ±0,3° | ±1° – ±3° (en fonction de l'opérateur) |
| Temps d'installation | 5 à 20 minutes (rappel du programme) | 30 à 90 minutes (réglage manuel) |
| Taille de lot appropriée | 1 à 100 000 | 1 – 500 (travail personnalisé à faible volume) |
| Compétence d'opérateur requise | Modéré (programmation CNC) | Élevé (bender expérimenté) |
| Coût initial de la machine | 30 000 $ – 500 000 $ | 1 000 $ – 30 000 $ |
| Géométries complexes | Excellent (automatisation multi-axes) | Limité |
Pour les machines à cintrer les ressorts en particulier, les systèmes CNC dominent la production en volume moyen à élevé, car la géométrie de la forme du fil est presque impossible à reproduire de manière cohérente avec des ajustements manuels des broches lorsque les cadences d'exécution dépassent 50 pièces par minute. Les cintreuses manuelles de ressorts restent viables pour les travaux de prototypes, les ateliers de réparation spécialisés et les très petits lots de ressorts métalliques de grand diamètre où le temps de configuration de la machine éclipse le temps de production réel.
Les machines à cintrer ne sont pas indépendantes des matériaux. Chaque classe de matériaux réagit différemment aux forces de flexion et les paramètres de la machine doivent être adaptés en conséquence.
Choisir la mauvaise machine est une erreur coûteuse. La bonne machine à cintrer dépend d'au moins six facteurs convergents, et chacun doit être évalué ensemble plutôt que isolément.
Pour la tôle, les échelles de tonnage requises avec la limite d'élasticité du matériau et l'épaisseur au carré . Le doublement de l’épaisseur du matériau multiplie par quatre le tonnage requis. Un atelier qui plie principalement de l'acier doux de 3 mm jusqu'à 2 500 mm de large a besoin d'environ 100 à 160 tonnes de capacité de presse plieuse. S'ils devaient ensuite plier de l'acier inoxydable de 6 mm, cette même pièce pourrait nécessiter 400 tonnes, ce qui dépasserait de loin la capacité nominale de la machine.
Pour le travail sur ressorts, la gamme de diamètres de fil détermine presque exclusivement le choix de la machine. Une machine à cintrer les ressorts conçue pour du fil de 0,5 à 4 mm ne peut pas traiter de manière fiable un fil de 8 mm sans risquer une surcharge du moteur et une casse de l'outil.
De simples pliages 2D sur tôle plate peuvent être traités par n’importe quelle presse plieuse. Les pièces présentant des relations de brides complexes, des ourlets pliés ou des angles négatifs nécessitent un outillage décentré, des configurations de matrices spéciales ou une manipulation robotisée des pièces. Pour les formes de fil avec une géométrie 3D (crochets, boucles et coudes multi-plans) seule une machine de formage de fil CNC multi-axes avec 6 axes contrôlés indépendamment ou plus peut gérer le volume de production.
Un atelier produisant 50 supports personnalisés par semaine n'a aucune justification pour une presse plieuse CNC de 200 000 $ avec changeur d'outils automatique. À l’inverse, un fabricant de ressorts produisant 500 000 ressorts de compression par mois ne peut pas compter sur un enrouleur semi-automatique : le temps de cycle et l’usure des outils rendront les coûts insoutenables. L'analyse du seuil de rentabilité montre systématiquement que les cintreuses de ressorts CNC remboursent leur investissement dans un délai de 12 à 24 mois. à des cadences de production supérieures à 50 000 pièces par mois par rapport aux alternatives manuelles ou semi-automatiques.
Les pièces aérospatiales et médicales nécessitent généralement des angles de courbure maintenus à ±0,25° et des longueurs de bride à ±0,1 mm. Il est presque impossible d’y parvenir de manière fiable avec une presse plieuse hydraulique sans retour de mesure d’angle sur une production complète. Pour le pliage des ressorts, des tolérances de longueur libre de ±0,3 mm sur un corps de ressort de 50 mm exigent une machine avec une résolution d'alimentation en fil stable et une compensation de retour élastique constante – généralement réalisable uniquement avec des bobineuses CNC servo-entraînées.
Même les machines bien configurées produisent des pièces défectueuses lorsque les variables ne sont pas contrôlées. Les problèmes suivants sont les plus fréquemment signalés lors des opérations de presse plieuse et de cintreuse à ressorts.
Si l'angle de courbure est correct au centre mais s'ouvre vers les extrémités, le bâti de la machine fléchit sous la charge. Un coude de 3 mètres sur une presse plieuse de 250 tonnes sans couronnement actif peut montrer 0,4 à 0,8 mm de déviation au centre par rapport aux extrémités, ce qui se traduit par 1° à 2° de variation d'angle. Le correctif est une table de bombage hydraulique ou mécanique ou des segments d'outillage plus courts qui permettent un ajustement par section.
La fissuration se produit lorsque la contrainte des fibres externes dépasse la capacité d'allongement du matériau. Les causes courantes incluent l'utilisation d'un rayon de poinçonnage inférieur au minimum recommandé pour le matériau (pour l'aluminium 6061-T6, le rayon intérieur minimum est généralement de 1,5 à 2 fois l'épaisseur du matériau), le pliage dans le sens du grain de la tôle laminée ou l'utilisation d'un matériau écroui provenant d'opérations de formage précédentes. La rotation de la pièce à 90° par rapport au sens de laminage élimine souvent les fissures sur les matériaux limites.
La dispersion de la longueur libre dans les ressorts de production (par exemple, ± 1 mm sur une cible de ± 0,3 mm) est généralement due à l'une des trois causes suivantes : variation du diamètre du fil entre les bobines dépassant la tolérance pour laquelle la machine a été calibrée, changements de dureté du matériau dus à la température sur de longues séries de production, ou rouleaux d'alimentation usés qui glissent par intermittence. Remplacement des inserts du rouleau d'alimentation toutes les 300 à 500 heures de fonctionnement C'est l'entretien préventif standard dans les ateliers de ressorts à volume élevé.
La torsion se développe lorsque la contrainte résiduelle dans la bobine de fil n'est pas relâchée de manière uniforme lorsque le fil avance dans la machine. Un redresseur de fil (de type rotatif ou à rouleaux) monté entre la bobine de fil et les rouleaux d'alimentation enlève l'ensemble de bobines avant le formage. La plupart des configurations de cintreuses à ressorts de production incluent un redresseur à 7 ou 9 rouleaux comme équipement standard.
Les machines à cintrer – en particulier les presses plieuses hydrauliques d'une capacité de 100 tonnes ou plus – génèrent des forces capables d'écraser les mains et de provoquer des blessures mortelles. Les normes de sécurité ne sont facultatives dans aucun environnement d’exploitation professionnel.
Une cintreuse bien entretenue devrait fournir 20 à 30 ans de service productif. Les machines négligées se détériorent rapidement, produisant des pièces hors tolérances et créant des risques pour la sécurité. Les pratiques de maintenance suivantes ne sont pas négociables dans les environnements de production.
L’outillage représente généralement le coût de maintenance récurrent le plus élevé dans les opérations de presse plieuse et de cintreuse à ressorts. Les pointes des poinçons sont usées et entaillées ; les épaulements de la matrice s'érodent à cause du contact métallique répété. Un seul ensemble d'outils de presse plieuse de précision pour une machine de 3 mètres peut coûter entre 3 000 et 15 000 dollars, ce qui fait d'un stockage approprié (supports à outils, capots de protection) et des procédures de manutention une mesure directe de contrôle des coûts.

TK-13200, TK-7230 TK-13200、 TK-7230 MACHINE À ENROULER LES RESSORTS CNC 12 AXES ...
See Details
TK-13200, TK-7230 TK-13200、 TK-7230 MACHINE À ENROULER LES RESSORTS CNC 12 AXES ...
See Details
TK12120 MACHINE À ENROULER LES RESSORTS CNC TK-12120 12 AXES ...
See Details
TK-6160 MACHINE À ROULER À RESSORT CNC TK-6160 ...
See Details
TK-6120 MACHINE À ROULER À RESSORT CNC TK-6120 ...
See Details
TK-5200 MACHINE À ENROULER LES RESSORTS CNC TK-5200 5 AXES ...
See Details
TK-5160 MACHINE À ENROULER LES RESSORTS CNC TK-5160 5 AXES ...
See Details
TK-5120 MACHINE À ENROULER LES RESSORTS CNC TK-5120 5 AXES ...
See DetailsCode QR mobile

 Language
Language  中文简体
中文简体

