 Langue
Langue Actualités
Accueil / Actualités / Machine à cintrer les métaux et machine à cintrer les ressorts : Guide complet
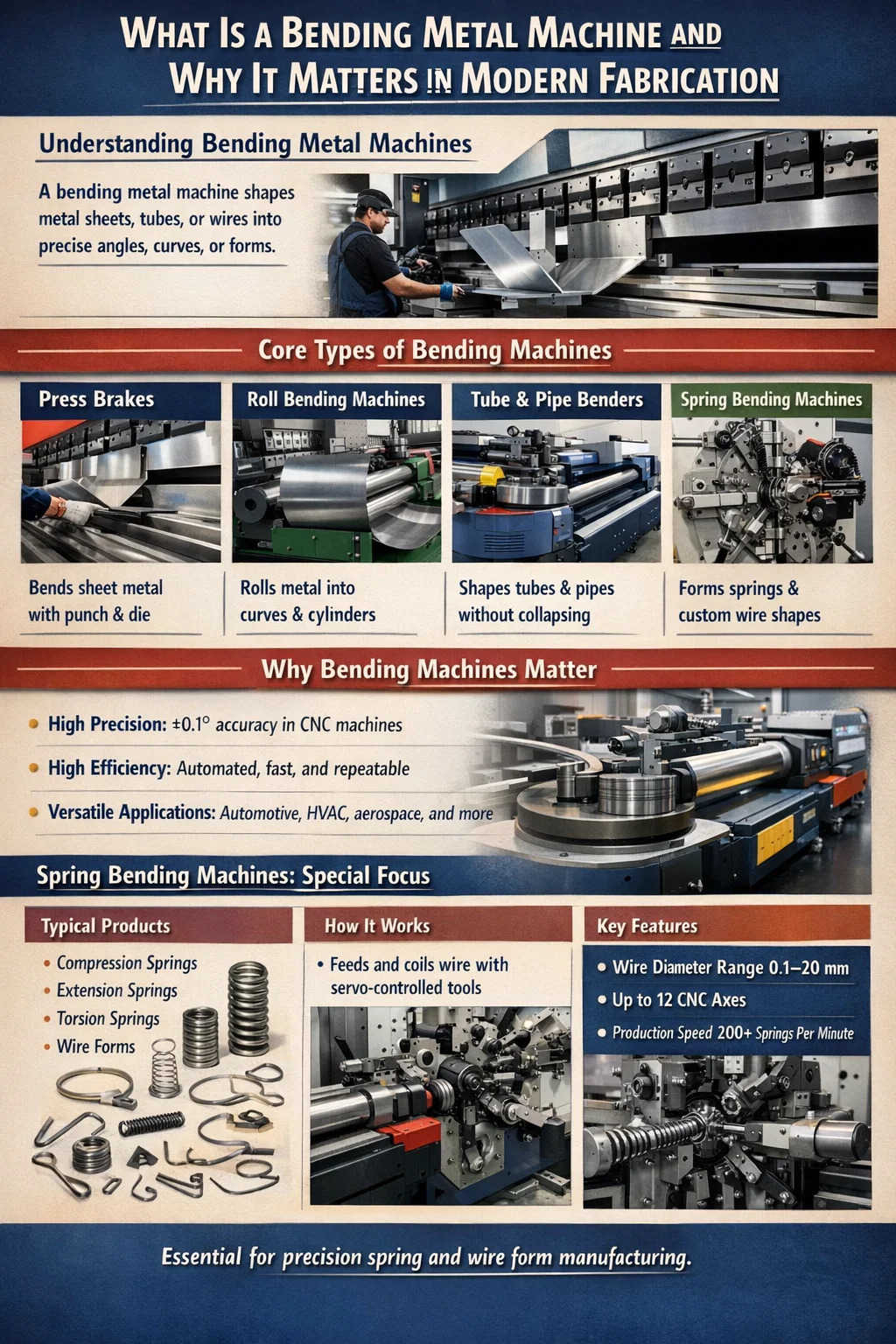
Un machine à cintrer les métaux est un équipement industriel conçu pour déformer des pièces métalliques (feuilles, barres, tubes ou fils) en angles, courbes ou formes tridimensionnelles complexes sans découpe ni soudage. La conclusion principale est simple : si votre ligne de production nécessite des formes métalliques cohérentes et reproductibles à grande échelle, une machine à cintrer dédiée n'est pas un équipement optionnel : elle constitue l'épine dorsale de votre flux de travail. Le pliage manuel introduit une erreur humaine, des rayons de courbure incohérents et une fatigue de l'opérateur ; le pliage mécanisé élimine les trois.
Les cintreuses de métaux modernes vont des simples presses plieuses hydrauliques capables de plier des tôles d'acier doux de 3 mm aux systèmes multi-axes CNC sophistiqués capables d'exécuter 40 séquences de pliage distinctes en un seul cycle automatisé. Une presse plieuse CNC de milieu de gamme, par exemple, peut atteindre une répétabilité angulaire de ±0,1°, ce qui est essentiellement inaccessible par une opération manuelle. Pour les supports automobiles, les conduits CVC, les cadres de meubles, les boîtiers électriques et des centaines d'autres catégories de produits, ce niveau de précision n'est pas un luxe : c'est une exigence de fabrication.
La cintreuse à ressorts est un sous-ensemble spécialisé de la famille plus large des cintreuses. Unlors qu'une presse plieuse générale se concentre sur la tôle, une machine à cintrer les ressorts est conçu spécifiquement pour enrouler, enrouler et former des fils ou des tiges en ressorts de compression, ressorts d'extension, ressorts de torsion et formes de fil personnalisées. Ces deux types de machines coexistent souvent dans la même installation – et comprendre comment ils se complètent est essentiel pour tout responsable de fabrication qui recherche des équipements.
Le terme « machine à cintrer les métaux » regroupe plusieurs architectures de machines distinctes. Choisir le mauvais type pour votre application entraîne une mauvaise qualité des pièces, une usure excessive des outils et des dépenses d'investissement inutiles. Vous trouverez ci-dessous une répartition structurée des principales catégories.
La presse plieuse est la cintreuse de tôle la plus largement déployée au monde. Il utilise un ensemble de poinçons et de matrices pour appliquer une force localisée le long d'une ligne droite, créant ainsi un seul pli par course. Les presses plieuses hydrauliques dominent les applications lourdes : pliage de tôles d'acier jusqu'à 25 mm d'épaisseur sur des longueurs de pliage de 6 mètres ou plus. Les presses plieuses électriques servo, de plus en plus populaires depuis 2018, offrent des économies d'énergie de 30 à 50 % par rapport à leurs homologues hydrauliques et offrent des temps de cycle plus rapides pour les travaux de faible épaisseur (0,5 à 3 mm). Les presses plieuses CNC ajoutent un positionnement programmable de la butée arrière, une compensation automatique du bombage et un séquençage de pliage en plusieurs étapes, réduisant ainsi le temps de configuration d'heures à minutes lors du passage d'un programme de pièce à l'autre.
Les cintreuses à rouleaux – également appelées rouleaux à plaques ou cintreuses de sections – utilisent deux ou trois rouleaux entraînés pour courber en continu le métal en arcs, anneaux ou cylindres. Ils sont indispensables pour la fabrication d’appareils sous pression, la production de tuyaux, la construction métallique architecturale et la fabrication de réservoirs. Une machine symétrique à trois rouleaux est la norme pour produire des cylindres de grand diamètre à partir de plaques plates. Une machine à quatre rouleaux ajoute un quatrième rouleau qui pré-courbe le bord d'attaque, éliminant ainsi le point plat qui constitue la limitation classique des conceptions à trois rouleaux. Des rayons de courbure allant des courbes serrées de 150 mm aux arcs doux s'étendant sur plusieurs mètres sont réalisables en fonction du tonnage de la machine et du diamètre du rouleau.
Les cintreuses de tubes plient des sections creuses (tubes ronds, carrés ou rectangulaires) sans effondrer la section transversale. Le cintrage par étirage rotatif, la méthode la plus précise, serre le tube contre une matrice de formage et le fait tourner autour d'une matrice de cintrage fixe, souvent avec un mandrin interne empêchant l'effondrement de la paroi. Cette méthode est standard dans les systèmes d’échappement automobiles, les arceaux de sécurité, les cadres de vélos et les conduites hydrauliques de l’aérospatiale. Les cintreuses de tubes CNC dotées de têtes d'outillage multi-empiles peuvent produire des pièces nécessitant plusieurs cintrages dans différents plans : un seul composant d'échappement automobile peut avoir 8 à 12 cintrages distincts programmés en séquence.
Les cintreuses de fils et les cintreuses de ressorts traitent des matériaux de plus petit diamètre (généralement des fils de 0,1 mm à 20 mm de diamètre) et les transforment en formes de fils complexes bidimensionnelles ou tridimensionnelles, clips, supports, crochets et ressorts. Cette catégorie mérite une discussion dédiée et est traitée en profondeur dans les sections suivantes.
| Type de machine | Matériau primaire | Tolérance typique | Industries courantes |
|---|---|---|---|
| Presse plieuse CNC | Tôle 0,5–25 mm | ±0,1° | CVC, électronique, construction |
| Rouleau de plaques | Plaque jusqu'à 100 mm | ±1 à 2 mm de diamètre | Appareils à pression, réservoirs |
| Cintreuse de tubes CNC | Diamètre extérieur du tube 6–200 mm | ±0,2° | Unutomotive, aerospace |
| Machine à cintrer les ressorts | Fil 0,1–20 mm | Pas de ±0,05 mm | Ressorts, formes de fils, clips |
Un machine à cintrer les ressorts - également appelée machine à enrouler les ressorts, formeuse de ressorts CNC ou machine de formage de fil selon la configuration - est une machine de pliage de métal hautement spécialisée conçue pour transformer le fil en ressorts et en formes de fil à haut débit. Comprendre son principe de fonctionnement permet de comprendre pourquoi elle ne peut pas être simplement remplacée par une cintreuse polyvalente.
Le fil est tiré d'une bobine ou redressé d'une bobine et amené à travers des rouleaux de guidage de précision dans la zone de formage. Le mécanisme d'alimentation, généralement un système de rouleaux pinceurs servo-entraîné, contrôle la longueur du fil distribué avec une précision de ± 0,05 mm. Dans la zone de formage, un point d'enroulement ou un outil de formage dévie le fil pour créer le diamètre de la bobine. L'outil de pas contrôle simultanément l'avance axiale de la bobine, déterminant la longueur libre et le pas du ressort. Un mécanisme de coupe – soit un couteau rotatif, soit un couteau à came entraîné par came – sépare le ressort fini du fil au point programmé.
Sur les cintreuses de ressorts CNC, chaque axe (longueur d'avance, position du point d'enroulement, angle d'inclinaison de l'outil et timing de coupe) est asservi et synchronisé indépendamment via un contrôleur de mouvement central. Les machines haut de gamme de fabricants tels que Wafios, Itaya ou Bamatec peuvent produire des ressorts de compression à des cadences dépassant 200 pièces par minute pour fils de petit diamètre (inférieur à 1 mm), avec une répétabilité dimensionnelle que le remontage manuel à ressort ne peut approcher.
Le retour élastique – la récupération élastique du métal après le pliage – est le défi central de toutes les opérations de pliage du métal, mais il est particulièrement critique dans la fabrication de ressorts. Étant donné que les performances fonctionnelles du ressort dépendent de dimensions géométriques précises (longueur libre, diamètre de bobine, pas), tout retour élastique provoquant un écart dimensionnel se traduit directement par un ressort qui ne répond pas aux spécifications de charge. Les cintreuses de ressorts CNC compensent le retour élastique de manière algorithmique : le logiciel de contrôle plie le fil d'une quantité calculée de sorte qu'après la récupération élastique, le ressort fini atterrisse sur la dimension cible. Cette valeur de courbure excessive varie en fonction du matériau du fil, du diamètre, de l'état de trempe et du rayon de courbure, et les machines modernes stockent ces valeurs dans des bibliothèques de matériaux pour un changement rapide de tâche.
L'achat d'une machine à cintrer les métaux - qu'il s'agisse d'une presse plieuse, d'une cintreuse à ressorts ou d'une cintreuse de tubes - nécessite l'évaluation d'un ensemble de paramètres techniques qui déterminent si la machine peut réellement produire vos pièces. S'appuyer sur la description d'un vendeur sans vérifier ces chiffres par rapport à vos exigences en matière de pièces est la façon dont les entreprises se retrouvent avec des machines qui ne peuvent pas faire le travail.
Le matériau à plier détermine la sélection de l'outillage, les exigences de tonnage, la compensation du retour élastique et le rayon de courbure réalisable. Tous les métaux ne se plient pas de la même manière, et une machine à cintrer les métaux optimisée pour l'acier doux peut produire des résultats totalement différents – ou échouer complètement – lorsqu'elle tente de plier de l'acier à ressort trempé ou du titane.
Le matériau de référence par défaut pour les machines à cintrer les métaux. L'acier doux (limite d'élasticité d'environ 250 MPa) est indulgent, se plie proprement et a un retour élastique modéré. C'est le matériau utilisé dans les évaluations du tonnage des machines et dans les recommandations d'ouverture des filières. L'acier doux de nuance S235 ou A36 se plie de manière fiable jusqu'à un rayon de courbure intérieur minimum de 0,5 × l'épaisseur du matériau sans se fissurer.
L'acier HSLA (limite d'élasticité de 350 à 700 MPa) et les nuances AHSS utilisées dans les structures de carrosserie automobile nécessitent beaucoup plus de tonnage pour se plier, souvent 2 à 3 fois le tonnage requis pour une épaisseur d'acier doux équivalente . Le retour élastique est également proportionnellement plus élevé : un pliage à 90° dans l'acier HSLA peut nécessiter une programmation du poinçon à 84-87° pour atteindre 90° après la récupération du retour élastique. L'ouverture de la matrice doit également être plus large pour éviter les fissures au niveau de la ligne de pliage.
Unustenitic stainless steels (304, 316) work-harden during bending, which increases resistance as bending progresses. They require approximately 50% more tonnage than mild steel of the same thickness and exhibit pronounced springback. Tool surfaces must be kept clean to prevent stainless steel from picking up contamination, which causes corrosion in service.
Unluminum requires less tonnage than steel but is more prone to surface marking and cracking if bent across the grain direction of the sheet. Temper condition is critical: 5052-H32 bends readily to a 1× thickness radius, while 6061-T6 in the same thickness may crack unless the bend radius is increased to 3–4× thickness. Spring bending machines processing aluminum wire for the electrical or packaging industries must use polished guides and forming tools to prevent surface damage.
L'acier à ressort - généralement de l'acier à haute teneur en carbone (0,6 à 1,0 % de carbone) ou un acier à ressort allié tel que le 51CrV4 - est le matériau principal des machines à cintrer les ressorts. Ces matériaux ont des limites d'élasticité de 1 000 à 2 000 MPa et un retour élastique extrêmement élevé. Une machine à cintrer les ressorts doit être capable d'appliquer des forces de formage qui dépassent la limite d'élasticité du fil tout en contrôlant avec précision la déformation plastique qui détermine la géométrie finale du ressort. Le fil à musique (ASTM A228) est la qualité de fil à ressort la plus courante — plus de 70% des ressorts de compression de précision sont enroulés à partir de fil à musique ou de fil tréfilé en raison de leur résistance à la traction et de leur qualité de surface constantes.
| Matériel | Limite d'élasticité (MPa) | Niveau de retour élastique | Min. Rayon de courbure | Tonnage par rapport à l'acier doux |
|---|---|---|---|---|
| Acier doux (A36) | 250 | Faible | 0,5 × t | 1× (référence) |
| Acier HSLA | 450-700 | Élevé | 1,5–2 × t | 2 à 3 × |
| 304 inoxydable | 310 | Moyen-élevé | 1×t | 1,5× |
| Aluminium 6061-T6 | 276 | Moyen | 3–4 × t | 0,5× |
| Fil de musique (ASTM A228) | 1 500 à 2 000 | Très élevé | 0,5–1 × ré | Machine à ressort uniquement |
Chaque machine à cintrer les métaux appartient à l'un des trois niveaux de contrôle suivants : manuel, hydraulique/mécanique avec des commandes de base ou entièrement CNC. Chaque niveau présente un profil coût/capacité distinct, et le bon choix dépend du volume de production, de la complexité des pièces et des compétences des opérateurs disponibles.
Les freins de plieuse manuels, les freins de boîte et de plateau à commande manuelle et les machines à enrouler les ressorts à réglage manuel conviennent au travail de prototype, à la production en très faible volume (moins de 50 pièces par série) ou aux situations où la variété des pièces est extrêmement élevée et les configurations changent constamment. Leur coût en capital est faible : un frein à dossier manuel capable de plier de l'acier de 1,2 mm sur 1 m peut être acheté pour 500 à 3 000 dollars. Le compromis est une qualité dépendant de l'opérateur, un débit lent et un effort physique important pour les calibres plus lourds. Dans le contexte de la fabrication de ressorts, les tours à remontage manuel des ressorts sont toujours utilisés pour le prototypage et les commandes de pièces uniques personnalisées où le temps de programmation CNC dépasserait la valeur des pièces.
Les presses plieuses hydrauliques avec une simple butée de profondeur et une butée arrière à réglage manuel représentent la bête de somme des petits et moyens ateliers de fabrication du monde entier. Ces machines sont robustes, relativement simples à entretenir et capables d’effectuer des travaux lourds. Une presse plieuse hydraulique de 100 tonnes et 2,5 m avec une butée arrière de base à 2 axes coûte généralement entre 15 000 et 40 000 dollars selon la marque et l'origine. Ils sont bien adaptés aux séries moyennes de pièces simples : brides droites, canaux et angles en acier doux ou en aluminium où un ou deux coudes par pièce sont nécessaires.
Le contrôle CNC complet transforme une machine à cintrer en une cellule de fabrication programmable. Une presse plieuse CNC stocke des centaines de programmes de pièces, chacun définissant la séquence de pliage, les positions de la butée arrière, la profondeur de course du poinçon, la correction du bombage et les paramètres du matériau. Les opérateurs sélectionnent un programme, chargent la pièce et la machine exécute automatiquement toute la séquence de pliage. Le temps de configuration pour une tâche répétée passe de 45 à 90 minutes (sur une machine réglée manuellement) à moins de 5 minutes. Pour une usine exécutant 20 à 30 références de pièces différentes par jour, cette réduction du temps non productif vaut chaque année plus que le surcoût du système CNC.
Les cintreuses de ressorts CNC offrent des avantages analogues : une fois qu'un programme de ressorts est écrit et qualifié, chaque cycle de production ultérieur démarre à partir d'une bonne base de référence connue. Les changements de paramètres (diamètre de la bobine, longueur libre, pas) nécessitent uniquement des modifications logicielles plutôt que des ajustements mécaniques. Les principaux contrôleurs de machines à ressorts CNC de Wafios (Allemagne) et Itaya (Japon) incluent un retour dimensionnel en temps réel : un système de mesure intégré vérifie chaque ressort par rapport aux spécifications programmées, rejetant automatiquement les pièces hors tolérance. Le temps de qualification du premier article diminue de 60 à 80 % par rapport aux machines à bobiner réglées manuellement.
La capacité de la cintreuse dépend de son outillage. Pour les presses plieuses, le jeu de poinçons et de matrices détermine le rayon de courbure minimum, l'angle de courbure réalisable et l'épaisseur maximale du matériau. Pour les machines à cintrer les ressorts, les outils de bobinage, les outils de pas et les outils de coupe définissent les géométries de ressorts qui peuvent être produites. L'outillage est un coût récurrent qui doit être pris en compte dans le calcul du coût total de possession.
L'outillage standard de style européen (compatible Trump/Wila) pour les presses plieuses est devenu la norme mondiale de facto, avec des outils d'un fabricant s'adaptant aux machines de dizaines d'autres. Les profils de poinçonnage vont des poinçons à angle aigu (30°) pour les brides serrées aux poinçons à col de cygne pour le pliage de boîtes profondes, en passant par les poinçons d'ourlet pour les plis à rayon nul. Les ouvertures de matrice en V sont sélectionnées en fonction de l'épaisseur du matériau : la règle générale de l'industrie est l'ouverture en V = 6 à 10 × l'épaisseur du matériau pour le pliage à l'air. Les poinçons et matrices en acier à outils trempé dans les configurations standard durent de 500 000 à 1 000 000 de courses avant de nécessiter un reconditionnement. L'outillage spécialisé — galets suiveurs pour le cintrage à rayon, poinçons décalés pour les brides étroites — ajoute de la polyvalence mais augmente le coût des stocks d'outillage.
L'outillage pour une cintreuse de ressorts est plus spécifique à l'application que l'outillage pour presse plieuse. Les points d'enroulement sont généralement dotés d'une pointe en carbure de tungstène pour résister à l'abrasion continue du fil à haute résistance à grande vitesse. Un point d'enroulement peut durer 50 à 200 millions de cycles avant d'être remplacé, mais cela varie considérablement en fonction de l'état de la surface du fil et de la lubrification. Les outils de pas, les tubes de guidage et les outils de tronçonnage sont également sujets à l'usure et doivent être vérifiés à intervalles réguliers. Le maintien d'un stock de consommables d'outillage, en particulier pour les ressorts de production en grand volume, évite les temps d'arrêt imprévus et coûteux. Le coût d'un ensemble complet d'outils pour un nouveau profil de ressort sur une cintreuse de ressorts CNC varie de 200 $ à 2 000 $ selon la complexité, ce qui est modeste comparé au coût de l'outillage de presse plieuse pour des géométries de pièces inhabituelles.
Chaque opération sur une machine à cintrer les métaux rencontre des problèmes de qualité récurrents. Identifier la cause première (machine, outillage, matériau ou programmation) est la condition préalable à la résolution du problème. Voici les défauts les plus courants rencontrés lors des opérations de presse plieuse et de pliage de ressorts, avec leurs causes et leurs corrections.
Symptôme : Un coude à 90° mesure 90° au centre mais 92° aux extrémités, ou vice versa. Cause sur une presse plieuse : déflexion du châssis de la machine (courbure) sous charge, faisant fléchir davantage le centre du banc que les extrémités. Correction : activer le système de couronnement ; si la machine manque de bombage, utilisez une matrice segmentée avec des sections plus épaisses au centre ou réduisez la longueur de pliage pour rester dans la capacité nominale de pliage droit de la machine. Sur une machine à cintrer les ressorts, une variation de pas le long de la longueur du ressort suggère un outil de pas usé ou un redressement incohérent du fil.
Symptôme : les pièces pliées selon le même programme sortent avec des angles légèrement différents – au sein d'un même lot ou entre les lots. Cause : variation des propriétés du matériau entre les bobines ou les feuilles. Même un matériau certifié de même qualité peut varier de ± 5 à 10 % en termes de limite d'élasticité entre les chaleurs de production. Correction : le cintrage par le bas (frappage) au lieu du cintrage à l'air élimine la variation du retour élastique au prix d'un tonnage plus élevé : le matériau est entièrement déformé plastiquement dans son épaisseur. Pour le pliage des ressorts, cela se manifeste par une dispersion de longueur libre et est corrigé en resserrant les spécifications du fournisseur de fil (plage de résistance à la traction), en améliorant le redressage du fil et en utilisant une mesure de rétroaction en boucle fermée pour ajuster les paramètres de formage en temps réel.
Symptôme : La surface extérieure du coude développe des microfissures ou des fractures visibles. Causes : rayon de courbure trop serré pour le matériau, flexion dans le sens inverse du grain du matériau (sens de laminage) ou utilisation d'un matériau durci dont la ductilité est insuffisante. Correction : augmenter le rayon de courbure intérieur (minimum 1× épaisseur de matériau pour la plupart des aciers dans le sens transversal, 2× dans le sens longitudinal pour les alliages plus durs). Pour la tôlerie, orientez les pièces de manière à ce que la ligne de pliage soit perpendiculaire à la direction de laminage. Pour le fil à ressort, la fissuration indique des défauts de surface du fil ou un rayon d'enroulement inférieur au minimum pour ce diamètre et cet état de fil.
Symptôme : La longueur libre du ressort commence à la valeur nominale et augmente ou diminue progressivement au cours d'un cycle de production sans changement de programme. Cause : dilatation thermique des rouleaux d'alimentation ou des outils de formage de la machine lors du réchauffement de la machine après un démarrage à froid, ou usure progressive du point d'enroulement modifiant le rayon d'enroulement effectif. Correction : prévoyez une période de préchauffage de 15 à 20 minutes avant la mesure de la production ; surveiller et enregistrer la longueur libre sur une carte de contrôle statistique du processus tout au long de l'analyse ; établir des intervalles de changement d'outil basés sur la dérive de longueur mesurée plutôt que sur des intervalles de temps arbitraires.
Comprendre quelles industries dépendent le plus des machines de pliage des métaux permet de contextualiser l'ampleur de cette catégorie d'équipements et les enjeux impliqués dans la sélection et la maintenance des machines.
Un single passenger vehicle contains an estimated 100 à 200 composants de ressort individuels — ressorts de soupape, ressorts de suspension, ressorts de siège, ressorts de rappel de frein, ressorts d'embrayage et des dizaines de serre-fils et de retenue. Chacun d’entre eux est produit sur une machine à cintrer les ressorts. Les cintreuses de tôle produisent des renforts de carrosserie, des supports, des boucliers thermiques et des éléments structurels. Les exigences de tolérance de l'industrie automobile, combinées aux volumes de production mesurés en millions d'unités par an, rendent essentielles les cintreuses CNC avec mesure en cours de processus et contrôle statistique du processus.
Unerospace applications demand traceability and certification at every production step. CNC bending machines in aerospace facilities must maintain complete audit trails — recording which program was used, what the machine parameters were, and what the measured dimensions of each part were. Titanium, Inconel, and aluminum-lithium alloys present extreme bending challenges: titanium's springback is environ deux fois celui de l'acier à épaisseur équivalente, nécessitant une compensation de courbure sophistiquée. Les cintreuses de ressorts dans l'aérospatiale produisent des ressorts de train d'atterrissage, des ressorts de siège éjectable et des ressorts de rappel de câble de commande selon des spécifications de charge précises vérifiées par des tests de charge obligatoires.
L'industrie électronique utilise des cintreuses à ressorts pour produire des ressorts de contact pour les connecteurs, les contacts de batterie, les ressorts d'interrupteur et les dispositifs de retenue de forme de fil dans des matériaux allant du bronze phosphoreux et du cuivre-béryllium à l'acier inoxydable. Ces pièces sont souvent extrêmement petites (des diamètres de fil de 0,1 à 0,5 mm sont courants) et nécessitent des cadences de production de plusieurs centaines de pièces par minute avec des tolérances dimensionnelles de ± 0,02 mm. Les cintreuses de tôle produisent des boîtiers, des châssis et des supports de dissipateur thermique pour les équipements électroniques en aluminium et en acier.
Les presses plieuses et les plieuses dominent la construction et la fabrication métallique CVC, produisant des conduits, des solins, des panneaux de façade, des supports structurels, des angles de linteau et des boîtiers d'équipement en acier galvanisé, en aluminium et en tôle d'acier inoxydable. Un atelier de tôlerie desservant le secteur CVC peut faire fonctionner 3 à 8 presses plieuses de différentes capacités pour gérer des matériaux de calibres et des tailles de pièces différents. La productivité dans ces ateliers est mesurée en mètres linéaires de profil plié par équipe - une opération de presse plieuse CNC bien gérée peut produire 2 000 à 4 000 mètres linéaires de produit plié par équipe de 8 heures , en fonction de la complexité de la pièce et du matériau.
Les ressorts médicaux et les formes de fils (fils de guidage de cathéter, ressorts de clips chirurgicaux, ressorts de fixation d'implants et composants d'équipement de diagnostic) sont produits sur des cintreuses de ressorts de précision selon des spécifications de qualité biomédicale. Les matériaux de ce secteur comprennent l'acier inoxydable 316L, le nitinol (alliage nickel-titane à mémoire de forme) et le titane. Le formage du fil de nitinol sur une machine à cintrer les ressorts est particulièrement difficile : le comportement superélastique du matériau signifie que les modèles de retour élastique standard ne s'appliquent pas et que les trajectoires d'outils doivent être développées de manière empirique pour chaque géométrie de pièce.
L'achat d'une machine à cintrer les métaux - en particulier une machine à cintrer les ressorts - nécessite plus de diligence raisonnable que la plupart des achats de biens d'équipement, car la capacité de la machine est hautement spécifique à l'application et les différences de performances entre les fournisseurs sont significatives. La liste de contrôle suivante s'applique que vous achetiez du neuf, du remis à neuf ou de l'occasion.
Un supplier who can run your actual sample parts on their demonstration machine and show you the first-article inspection results is infinitely more valuable than one who provides only specification sheets. Insist on a machine demonstration with your wire or sheet material before committing to a purchase. Ask for references from customers in your industry and contact them. Ask specifically about accuracy over time (not just out-of-box performance), spare parts availability, and technical support responsiveness when the machine goes down during production.
Le prix d’achat d’une machine à cintrer les métaux représente généralement 40 à 60 % de son coût total de possession sur une durée de vie de 10 ans. Le reste comprend l'outillage (5 000 à 50 000 dollars sur la durée de vie de la machine pour une presse plieuse), la maintenance et les pièces de rechange (budget 2 à 4 % du prix d'achat annuel), la consommation d'énergie (une presse plieuse hydraulique de 80 tonnes consomme environ 7,5 kW ; une servomachine électrique équivalente consomme en moyenne 1,5 à 2 kW) et la formation des opérateurs. Pour une machine à cintrer les ressorts, ajoutez le coût des déchets de fil lors de l'installation : un travail de formage de ressorts mal programmé sur une machine CNC peut consommer 5 à 15 kg de fil avant d'obtenir un bon échantillon, ce qui, à 3 à 8 $/kg pour le fil musical, représente 15 à 120 $ de perte de matière première par installation.
Un used press brake from a reputable manufacturer — AMADA, Trumpf, Bystronic, LVD — can deliver 80–90% of new machine capability at 30–50% of the purchase price, provided the machine has been properly maintained and the CNC controller and hydraulic system are in good condition. Key inspection points include ram parallelism (check with a precision level across the ram at multiple positions), back-gauge positioning accuracy (verify with a test program running 20 consecutive positioning cycles and measuring variation), and hydraulic oil condition and system pressure stability. For used spring bending machines, inspect coiling tool wear, feed roller condition, and verify the control system can communicate with current programming software — obsolete proprietary controllers can make a machine effectively unusable if the software is no longer supported.
Les presses plieuses et les cintreuses à ressorts comptent parmi les machines-outils les plus sujettes aux blessures dans la fabrication des métaux. La presse plieuse en particulier a une longue histoire de blessures aux mains et aux doigts causées par le poinçon et la matrice à fermeture rapide. Les normes de sécurité modernes ont considérablement réduit les taux de blessures, mais leur conformité nécessite de comprendre les systèmes de sécurité spécifiques impliqués.
Les machines à cintrer les ressorts présentent un profil de blessure différent : le principal risque est celui des extrémités de fil volantes pendant le bobinage, en particulier lorsqu'une rupture de fil ou une erreur d'alimentation se produit à une vitesse de production élevée. Les extrémités des câbles à 150-200 m/min peuvent provoquer de graves lacérations. Des protections fermées autour de la zone de formage, des EPI obligatoires (lunettes de sécurité et gants résistants aux coupures) et des systèmes d'arrêt automatique déclenchés par des capteurs de rupture de fil constituent les exigences minimales de sécurité. Les cintreuses à ressorts ne doivent jamais être utilisées avec les protections retirées, même pendant l'installation et le réglage - une pratique qui augmente considérablement le risque de blessure et est l'une des principales causes de blessures qui surviennent dans les installations de fabrication de ressorts.

TK-13200, TK-7230 TK-13200、 TK-7230 MACHINE À ENROULER LES RESSORTS CNC 12 AXES ...
Voir les détails
TK-13200, TK-7230 TK-13200、 TK-7230 MACHINE À ENROULER LES RESSORTS CNC 12 AXES ...
Voir les détails
TK12120 MACHINE À ENROULER LES RESSORTS CNC TK-12120 12 AXES ...
Voir les détails
TK-6160 MACHINE À ROULER À RESSORT CNC TK-6160 ...
Voir les détails
TK-6120 MACHINE À ROULER À RESSORT CNC TK-6120 ...
Voir les détails
TK-5200 MACHINE À ENROULER LES RESSORTS CNC TK-5200 5 AXES ...
Voir les détails
TK-5160 MACHINE À ENROULER LES RESSORTS CNC TK-5160 5 AXES ...
Voir les détails
TK-5120 MACHINE À ENROULER LES RESSORTS CNC TK-5120 5 AXES ...
Voir les détailsCode QR mobile



