Le fil est pressé et tourné par une ou plusieurs paires de rouleaux pour pousser le fil vers l'avant, et le fil est formé par l'action de limitation et de guidage des barres annulaires supérieure et inférieure. Le fil d'acier avance en continu dans les goulottes respectives des barres de boucle supérieure et inférieure, et la taille du diamètre de la bobine peut être contrôlée en contrôlant les positions des barres de boucle supérieure et inférieure. La barre de pas est un mouvement de papier vertical, qui fonctionne pour former un angle fileté du fil enroulé; en contrôlant et en ajustant la position de la barre de pas, le pas du ressort peut être contrôlé. Lorsque l'enroulement est terminé, le fil d'acier est coupé par un cutter ; dans lequel le mandrin est utilisé comme support pour couper le fil d'acier par le coupeur
Le machine à ressort peut être enroulé par une combinaison d'un rouleau d'alimentation en fil, d'une tige de diamètre d'anneau supérieur et inférieur, d'une tige de pas et d'un couteau pour enrouler un ressort de compression cylindrique de différentes formes telles qu'un diamètre d'anneau variable et un pas variable. Pour la machine à ressorts hélicoïdaux mécaniques, puisqu'il n'y a qu'un seul mécanisme de puissance, chaque tige d'action est complètement liée par un mécanisme de travail tel qu'un engrenage, une came et un embrayage, et la structure de celle-ci est relativement compliquée, et le réglage prend du temps . Chaque fois qu'un type de ressort est changé, il est souvent nécessaire de couper la forme de la came. Le niveau technique de l'opérateur est relativement élevé, en particulier la plage de réglage de la longueur du fil dépend de la taille d'un secteur denté, ce qui limite la longueur libre du ressort. . Lorsque l'engrenage de l'unité revient, il est également nécessaire de désengager le rouleau d'alimentation en fil à travers l'embrayage, ce qui non seulement augmente le bruit, mais réduit également la précision d'alimentation en fil pendant le processus d'enroulement.

TK-6160 MACHINE À ROULER À RESSORT CNC TK-6160 ...
Voir les détails
TK-6120 MACHINE À ROULER À RESSORT CNC TK-6120 ...
Voir les détails
TK-208A/TK-208B TYPE TK-208A/TK-208B ENROULEUR DE RESSORT CNC TK-208C TYPE T......
Voir les détails
TK-312 TK-312 3 AXES CNC RESSORT ENROULEUR MACHINE ...
Voir les détails
TK-316 TO-316 MACHINE DE BOBINAGE DE RESSORT CNC 3 AXES ...
Voir les détails
TK-320 TO-320 3 AXES CNC ENROULEUR DE RESSORT MACHINE ...
Voir les détails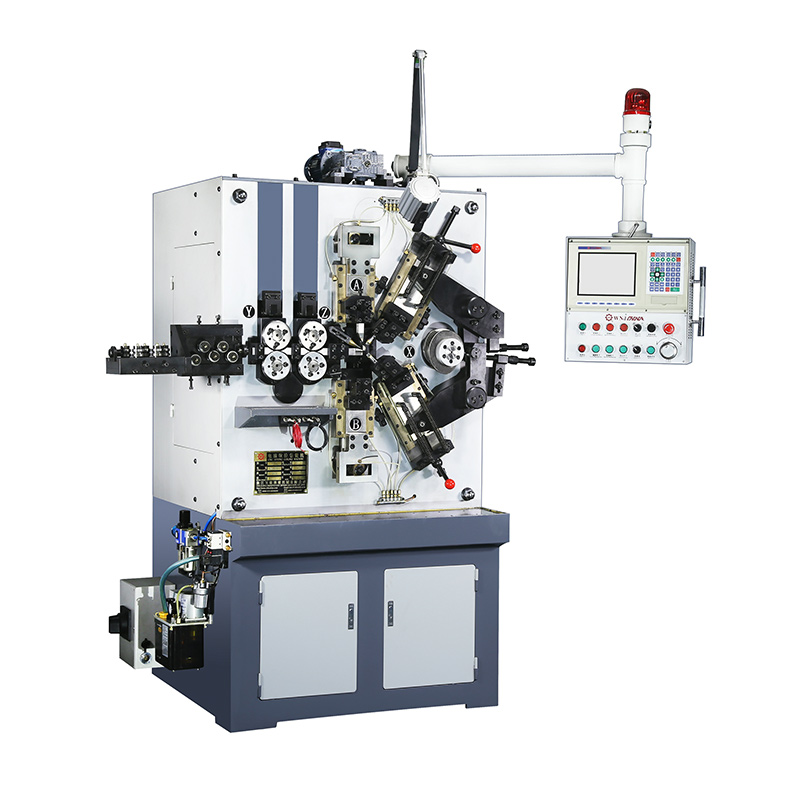
TK-535 TK-535 MACHINE D'ENROULEMENT DE RESSORT CNC 5 AXES ...
Voir les détails
CNC-625 A/B Ⅲ CNC-625A/B Ⅲ MACHINE DE FORMATION DE RESSORTS CNC À 3 AXES ...
Voir les détails
CNC-635Z CNC-635Z MACHINE À FORMER LES RESSORTS CNC À 5 AXES E-mail : info@wnjspr......
Voir les détails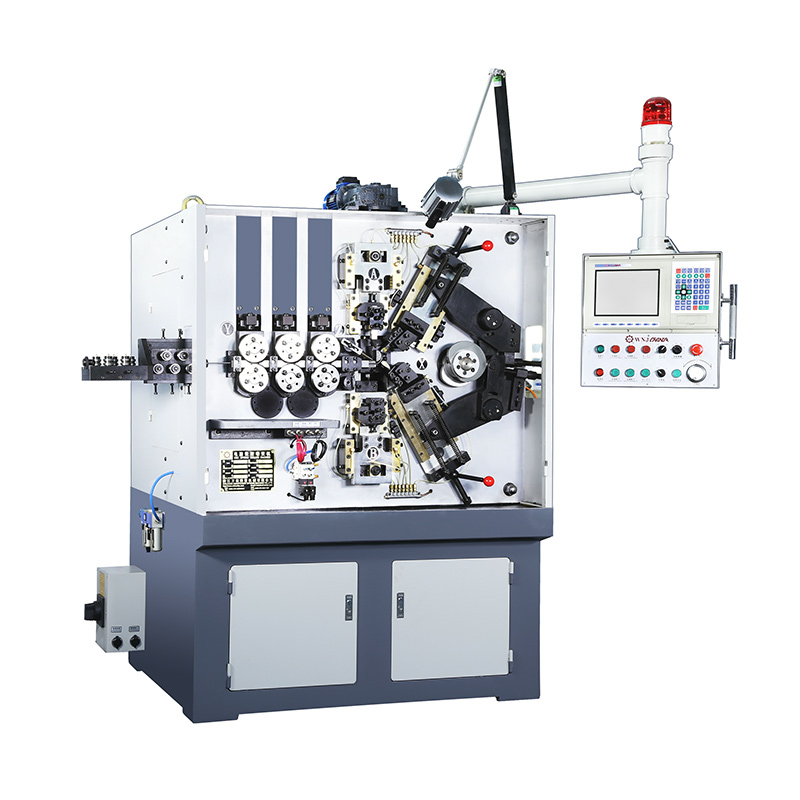
TK-550 TK-550 5 AXES CNC RESSORT ENROULEUR MACHINE ...
Voir les détailsCode QR mobile

 Langue
Langue  中文简体
中文简体