Quand le machine à ressort est sous tension, un fonctionnement inactif de 30 minutes est nécessaire pour laisser la machine à ressort se stabiliser avant que le capital ne soit investi pour annoncer l'opération. Placez le commutateur de transfert dans l'engrenage de marche à sec et vérifiez si le voyant de fonctionnement est allumé. Si ce n'est pas bon, attendez que vos défauts courants soient résolus avant de pouvoir démarrer l'application.
La mise à niveau des machines à ressorts est quelque chose que de nombreuses entreprises doivent faire à ce stade. De nombreux fabricants de machines à ressorts et d'équipements utiliseront des équipements mécaniques plus anciens, des machines de découpe de tubes au laser pour la production. Dans ce cas, il ne s'agit pas seulement d'un rendement élevé et extrêmement faible, mais aussi de produits finis. La qualité n'est pas bonne. Le brillanteur de bobine secondaire appliqué dans le processus de galvanoplastie lors du traitement du ressort peut rendre le revêtement de nickel plus que plein. Il fait augmenter la polarisation cathodique plus que les azurants primaires et intermédiaires, mais la plupart des revêtements obtenus par les particuliers sont ductiles et à des niveaux de courant élevés. Et le revêtement dans la zone de faible intensité de courant n'est pas assez brillant.
Traitement de surface métallique après divers traitements de printemps. Une fois le ressort produit et traité, la couche de surface doit être résolue et le processus de galvanoplastie n'est qu'une des solutions. Après le processus de galvanoplastie, le ressort a une apparence anti-corrosion et belle. Habituellement, le processus de galvanoplastie est la galvanisation à chaud et la galvanoplastie au nickel. Dans le processus de galvanoplastie, une sorte de matière première est un azurant. A l'heure actuelle, la majeure partie de la solution aqueuse de nickel d'électrodéposition d'aviveur est constituée de matière organique. Pour éclaircissant.
Lorsque le revêtement est en zinc et cadmium, la solution d'élimination de l'hydrogène doit être effectuée après le processus de galvanoplastie. Après l'élimination de l'hydrogène, 3 % (beaucoup moins de 3 pièces) doivent être retestés et la solution doit être déterminée et il ne doit y avoir aucune fissure dans le retest. Le ressort doit éliminer la saleté de surface, les marques de sel et le tartre. La méthode peut être le soufflage de sable ou le nettoyage à l'essence de voiture, mais la passivation par décapage n'est pas acceptable.

TK-6160 MACHINE À ROULER À RESSORT CNC TK-6160 ...
Voir les détails
TK-6120 MACHINE À ROULER À RESSORT CNC TK-6120 ...
Voir les détails
TK-208A/TK-208B TYPE TK-208A/TK-208B ENROULEUR DE RESSORT CNC TK-208C TYPE T......
Voir les détails
TK-312 TK-312 3 AXES CNC RESSORT ENROULEUR MACHINE ...
Voir les détails
TK-316 TO-316 MACHINE DE BOBINAGE DE RESSORT CNC 3 AXES ...
Voir les détails
TK-320 TO-320 3 AXES CNC ENROULEUR DE RESSORT MACHINE ...
Voir les détails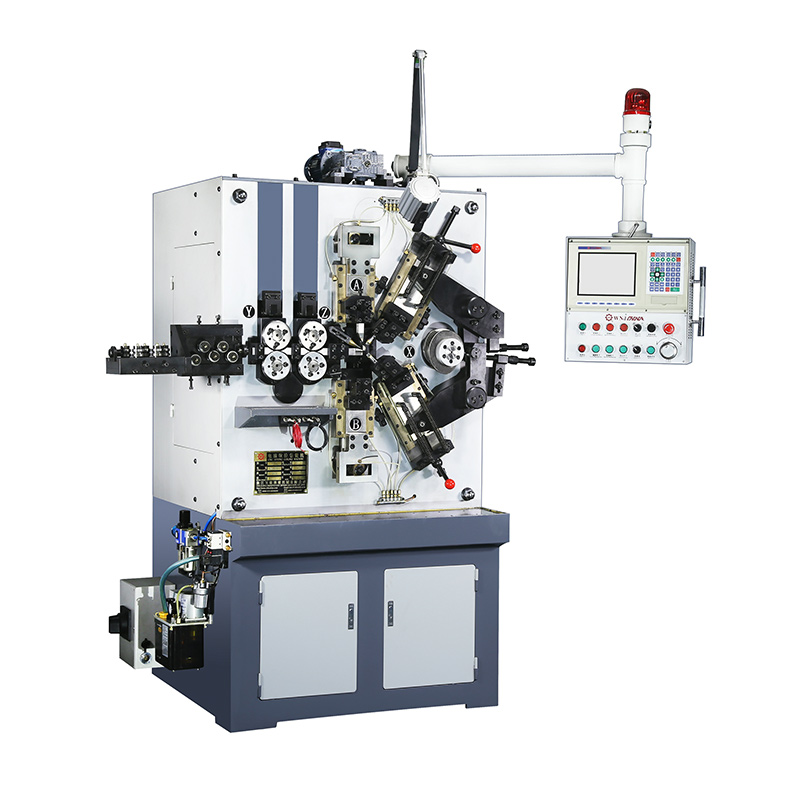
TK-535 TK-535 MACHINE D'ENROULEMENT DE RESSORT CNC 5 AXES ...
Voir les détails
CNC-625 A/B Ⅲ CNC-625A/B Ⅲ MACHINE DE FORMATION DE RESSORTS CNC À 3 AXES ...
Voir les détails
CNC-635Z CNC-635Z MACHINE À FORMER LES RESSORTS CNC À 5 AXES E-mail : info@wnjspr......
Voir les détails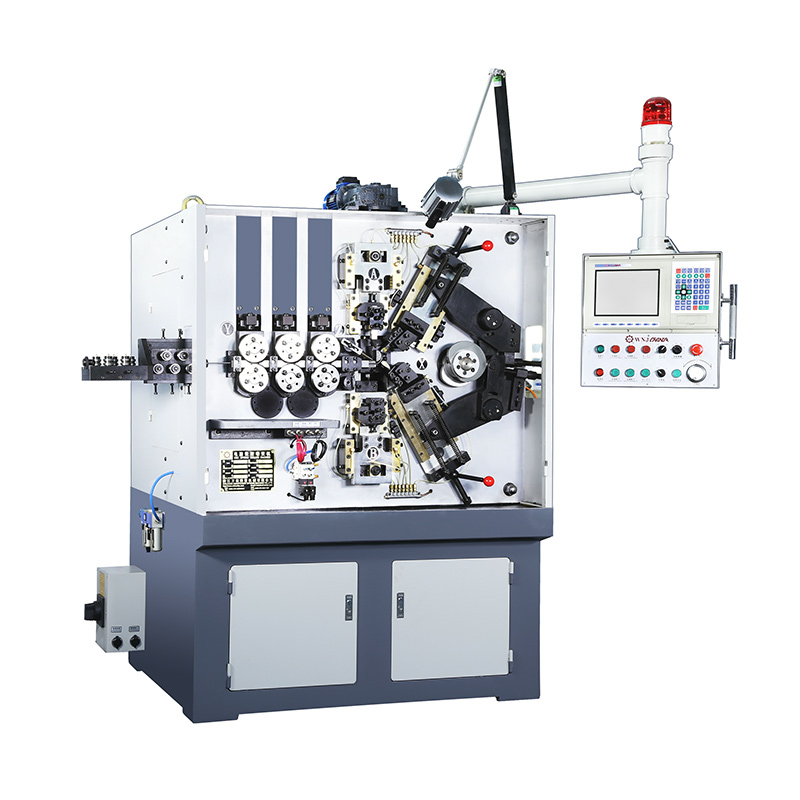
TK-550 TK-550 5 AXES CNC RESSORT ENROULEUR MACHINE ...
Voir les détailsCode QR mobile

 Langue
Langue  中文简体
中文简体