Un Machine à ressorts CNC est un appareil industriel contrôlé par ordinateur conçu pour la fabrication automatisée de précision de ressorts et de formes métalliques. Voici son fonctionnement et ses principales caractéristiques :
•Contrairement aux machines à ressorts mécaniques entraînées par des cames et des engrenages physiques, une machine CNC repose entièrement sur un contrôleur informatique dédié.
•Ce contrôleur exécute des instructions programmées pour commander tous les mouvements et actions de la machine avec une grande précision.
•Les fonctions critiques de la machine sont alimentées par des servomoteurs individuels, chacun contrôlant un axe de mouvement spécifique.
•Alimentation du fil : pousse avec précision les longueurs de fil mesurées dans la zone de formage.
•Outils de formage (axes multiples) : contrôlez le mouvement de plusieurs outils de pliage (glissières, doigts) autour du point central de formage.
•Outil de coupe : entraîne la lame qui coupe la pièce finie du fil.
• Axes facultatifs : peuvent inclure des outils pour le contrôle du pas d'enroulement, le pliage auxiliaire ou le formage des extrémités (par exemple, aplatissement).
•La production est guidée par un programme numérique créé hors ligne ou directement sur le panneau de commande de la machine.
•Les opérateurs saisissent les spécifications de forme des ressorts/fils (diamètre du fil, dimensions extérieures, nombre de bobines, angles de courbure, formes d'extrémité, etc.) dans un logiciel CAO/FAO spécialisé fourni avec la machine.
•Le logiciel convertit ces spécifications en code machine (comme le G-code) que le contrôleur comprend.
•Chargement de la bonne bobine de fil.
•Installation des outils de formage requis (doigts de pliage, mandrins, lame de coupe) dans leurs postes servomoteurs désignés.
•Saisie du programme dans le contrôleur.
•Alimentation en fil : les rouleaux d'alimentation servo-entraînés poussent une longueur précise de fil redressé dans la zone de formage.
•Mouvement coordonné de l'outil : sur la base du programme, le contrôleur active les servomoteurs pour chaque axe de l'outil de formage indépendamment et simultanément. •Les outils se déplacent selon des trajectoires complexes – glissant, tournant, pressant – pour plier le fil autour des mandrins ou les uns contre les autres.
•Cintrage progressif : plusieurs courbures, bobines, boucles ou formes 3D complexes sont formées progressivement au cours d'un seul cycle à mesure que les dévidoirs de fil et les outils se déplacent.
• Cut-Off : Une fois la forme finale formée, l'outil de coupe servo-entraîné coupe proprement la pièce finie du fil traînant.
•Éjection et répétition : la pièce finie tombe ou est éjectée, tous les outils se rétractent et le cycle se répète immédiatement à grande vitesse.
• Changements rapides : la commutation entre différentes conceptions de ressorts prend quelques minutes (chargement d'un nouveau programme, éventuellement changement d'outils) au lieu des heures/jours requis pour les réglages mécaniques des cames.
•Géométries complexes : Capable de produire des ressorts et des formes de fil très complexes avec de multiples courbures, des pas de bobine variés, des formes d'extrémité complexes et de véritables formes 3D impossibles sur les machines mécaniques.
•Haute précision et cohérence : la servocommande et la programmation numérique garantissent une répétabilité au niveau du micron pour chaque pièce.
•Flexibilité : Idéal pour le prototypage, les petits lots, la production à forte mixité et les pièces uniques complexes.
• Dépendance réduite en matière d'expertise : moins de dépendance à l'égard de « mécaniciens de réglage » hautement qualifiés par rapport aux machines à cames mécaniques de réglage ; davantage d'accent sur les compétences en programmation.
Tous types de ressorts standards (compression, extension, torsion).
Ressorts spéciaux complexes (par exemple, ressorts à double torsion, coniques, en forme de tonneau et miniaturisés).
Formes de fils sophistiquées (clips, supports, connecteurs, cadres, composants médicaux, contacts électroniques) nécessitant plusieurs courbures précises dans différents plans.


TK-6160 MACHINE À ROULER À RESSORT CNC TK-6160 ...
Voir les détails
TK-6120 MACHINE À ROULER À RESSORT CNC TK-6120 ...
Voir les détails
TK-208A/TK-208B TYPE TK-208A/TK-208B ENROULEUR DE RESSORT CNC TK-208C TYPE T......
Voir les détails
TK-312 TK-312 3 AXES CNC RESSORT ENROULEUR MACHINE ...
Voir les détails
TK-316 TO-316 MACHINE DE BOBINAGE DE RESSORT CNC 3 AXES ...
Voir les détails
TK-320 TO-320 3 AXES CNC ENROULEUR DE RESSORT MACHINE ...
Voir les détails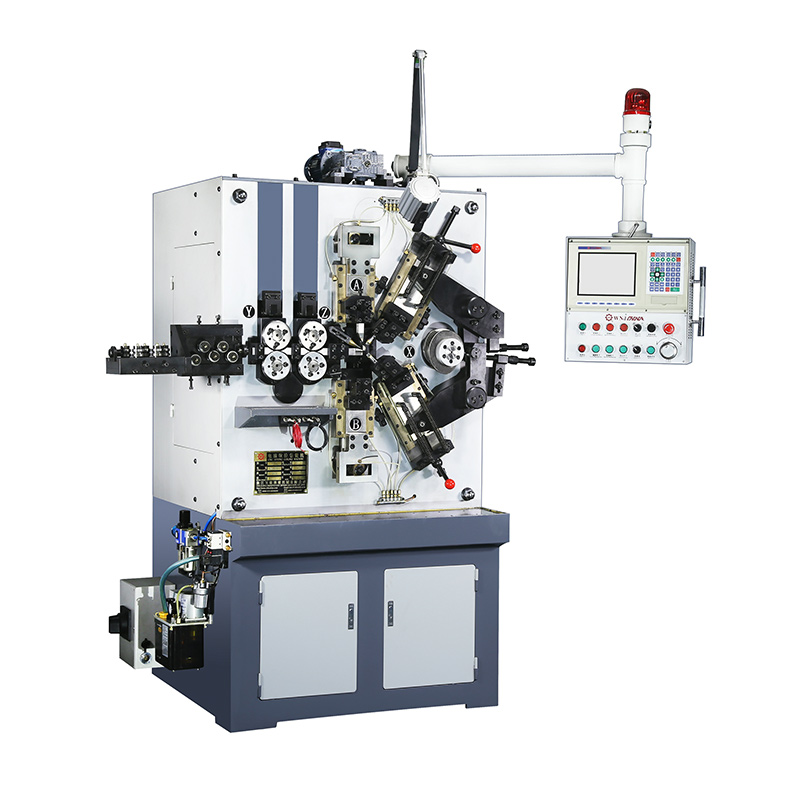
TK-535 TK-535 MACHINE D'ENROULEMENT DE RESSORT CNC 5 AXES ...
Voir les détails
CNC-625 A/B Ⅲ CNC-625A/B Ⅲ MACHINE DE FORMATION DE RESSORTS CNC À 3 AXES ...
Voir les détails
CNC-635Z CNC-635Z MACHINE À FORMER LES RESSORTS CNC À 5 AXES E-mail : info@wnjspr......
Voir les détails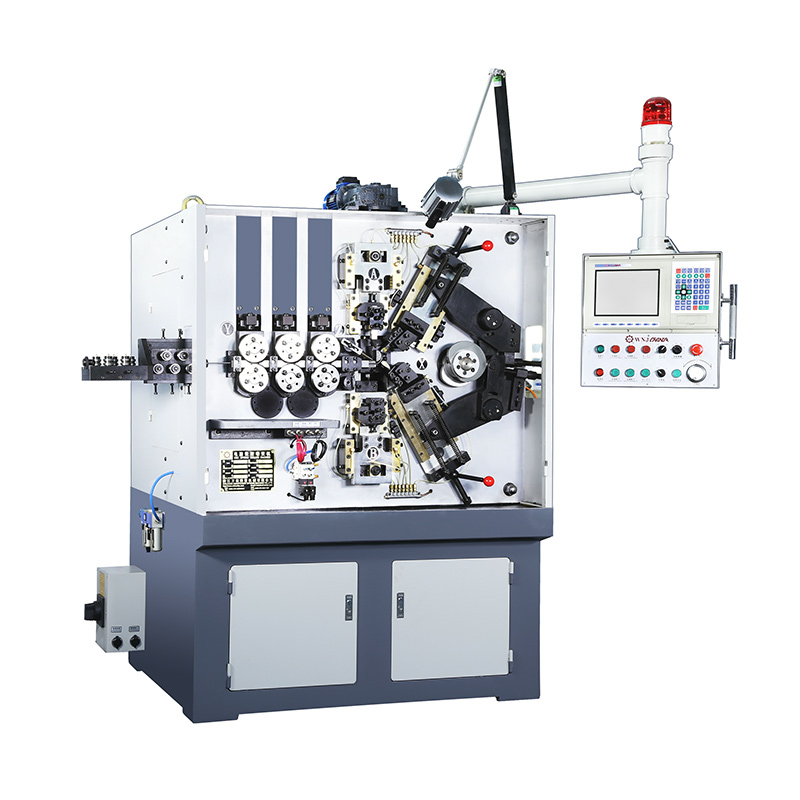
TK-550 TK-550 5 AXES CNC RESSORT ENROULEUR MACHINE ...
Voir les détailsCode QR mobile

 Langue
Langue  中文简体
中文简体