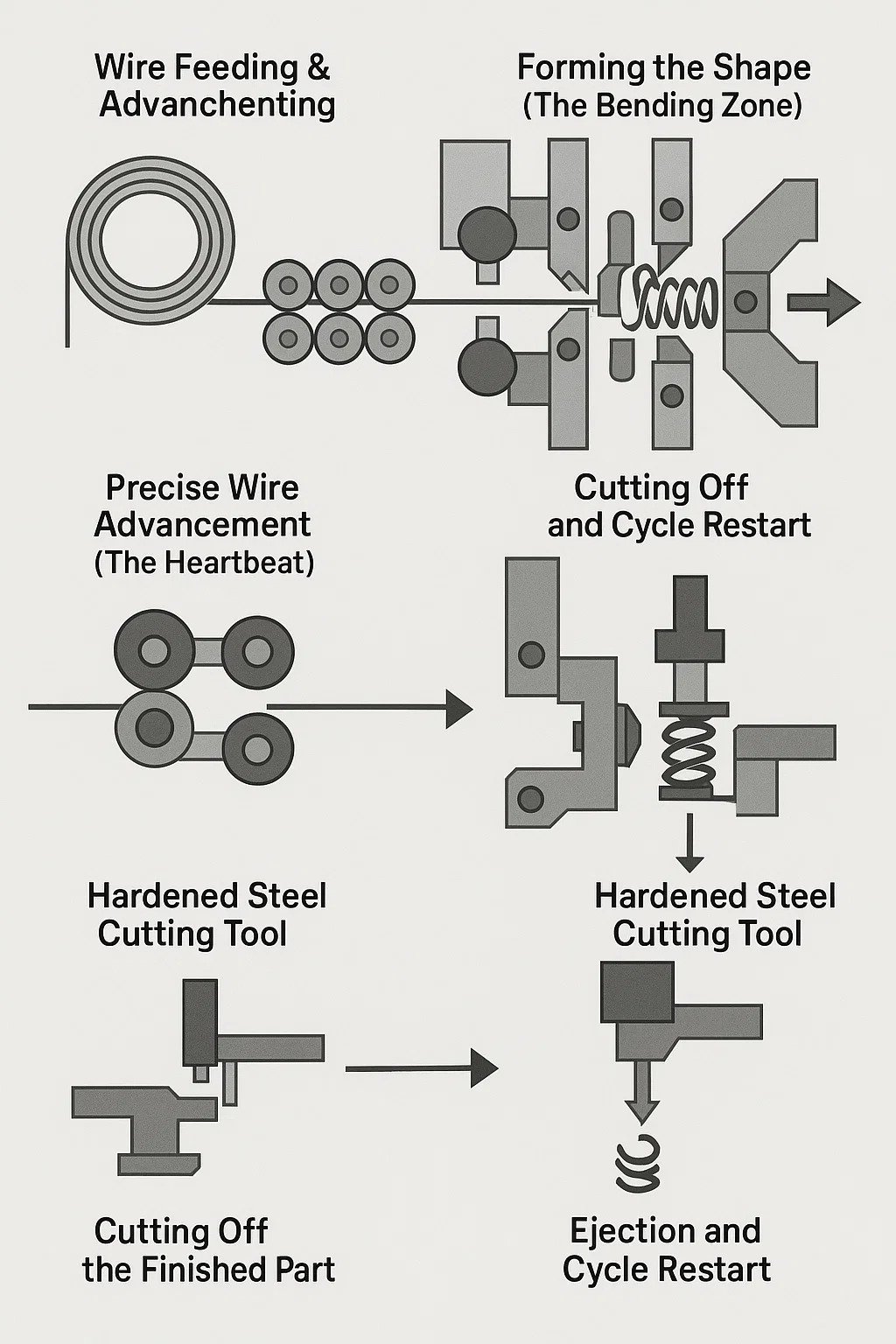
Machines à ressorts transformer le fil métallique enroulé en ressorts ou en formes de fil grâce à une séquence précise d'actions mécaniques. Voici comment ils fonctionnent :
Le fil enroulé est monté sur une bobine rotative derrière la machine.
Le fil alimente un ensemble de rouleaux redresseurs (généralement 5 à 10 rouleaux en acier trempé disposés en alternance). Lors du passage du fil, ces rouleaux appliquent une pression contrôlée pour éliminer toute courbe ou pli de la mémoire de la bobine, produisant ainsi un fil parfaitement droit entrant dans la zone de formage.
Le fil redressé passe entre une paire de puissants rouleaux d'alimentation moletés.
Un servomoteur (dans les machines CNC) ou un mécanisme à came (dans les machines mécaniques) fait tourner ces rouleaux par intermittence. Chaque rotation pousse une longueur de fil calculée avec précision vers l'avant dans les outils de formage. Cette longueur d'alimentation exacte détermine des caractéristiques critiques telles que la longueur totale du ressort et l'espacement des bobines.
Au fur et à mesure que le fil avance, il se déplace dans la zone de formage où sont positionnés plusieurs outils de formage (également appelés outils, doigts ou glissières).
Ces outils sont montés sur des poteaux à outils robustes autour d'un arbre central (mandrin) ou d'une goupille de formage qui définit le diamètre intérieur.
Cames (mécaniques) ou servos (CNC) : dictez la séquence de mouvements :
Machines mécaniques : les cames rotatives poussent ou tirent physiquement les leviers connectés aux outils de formage via des liaisons. Chaque profil de came contrôle le timing et la distance sur laquelle un outil se déplace vers l'intérieur ou vers l'extérieur.
Machines CNC : des servomoteurs individuels entraînent directement chaque outil de formage de manière indépendante. Un programme informatique contrôle avec précision la position, la vitesse et le timing de chaque mouvement de l'outil.
Les actions de pliage : Lorsque le fil avance vers la bonne position :
Un outil peut claquer latéralement pour créer un virage ou un décalage.
Un autre outil pourrait tourner brusquement pour enrouler le fil autour de l'arbre, formant ainsi une bobine.
Les outils peuvent appuyer verticalement pour créer des boucles ou des crochets aux extrémités.
Un outil de pas peut se déplacer en synchronisation avec l'alimentation pour contrôler l'espacement entre les bobines lors de leur enroulement.
Plusieurs outils agissent en succession rapide et coordonnée pour plier progressivement le fil dans la forme complexe souhaitée.
Une fois le pli final formé, un outil de coupe en acier trempé (souvent une lame ou une guillotine) est actionné.
Il se déplace rapidement et avec force contre une enclume ou une lame fixe, cisaillant proprement le ressort formé ou la partie métallique du stock de fil restant.
Le timing de la coupe est synchronisé précisément avec la fin du cycle de formage.
Après la découpe, la pièce formée est soit laissée tomber par gravité dans une goulotte, soit doucement poussée hors de la zone de formage par un outil rétractable.
Les outils de formage se rétractent simultanément vers leurs positions « d'origine ».
Les rouleaux d'alimentation avancent immédiatement la longueur précise suivante de fil.
Le cycle se répète continuellement à grande vitesse (potentiellement des centaines de pièces par minute).

TK-6160 MACHINE À ROULER À RESSORT CNC TK-6160 ...
Voir les détails
TK-6120 MACHINE À ROULER À RESSORT CNC TK-6120 ...
Voir les détails
TK-208A/TK-208B TYPE TK-208A/TK-208B ENROULEUR DE RESSORT CNC TK-208C TYPE T......
Voir les détails
TK-312 TK-312 3 AXES CNC RESSORT ENROULEUR MACHINE ...
Voir les détails
TK-316 TO-316 MACHINE DE BOBINAGE DE RESSORT CNC 3 AXES ...
Voir les détails
TK-320 TO-320 3 AXES CNC ENROULEUR DE RESSORT MACHINE ...
Voir les détails
TK-535 TK-535 MACHINE D'ENROULEMENT DE RESSORT CNC 5 AXES ...
Voir les détails
CNC-625 A/B Ⅲ CNC-625A/B Ⅲ MACHINE DE FORMATION DE RESSORTS CNC À 3 AXES ...
Voir les détails
CNC-635Z CNC-635Z MACHINE À FORMER LES RESSORTS CNC À 5 AXES E-mail : info@wnjspr......
Voir les détails
TK-550 TK-550 5 AXES CNC RESSORT ENROULEUR MACHINE ...
Voir les détailsCode QR mobile

 Langue
Langue  中文简体
中文简体