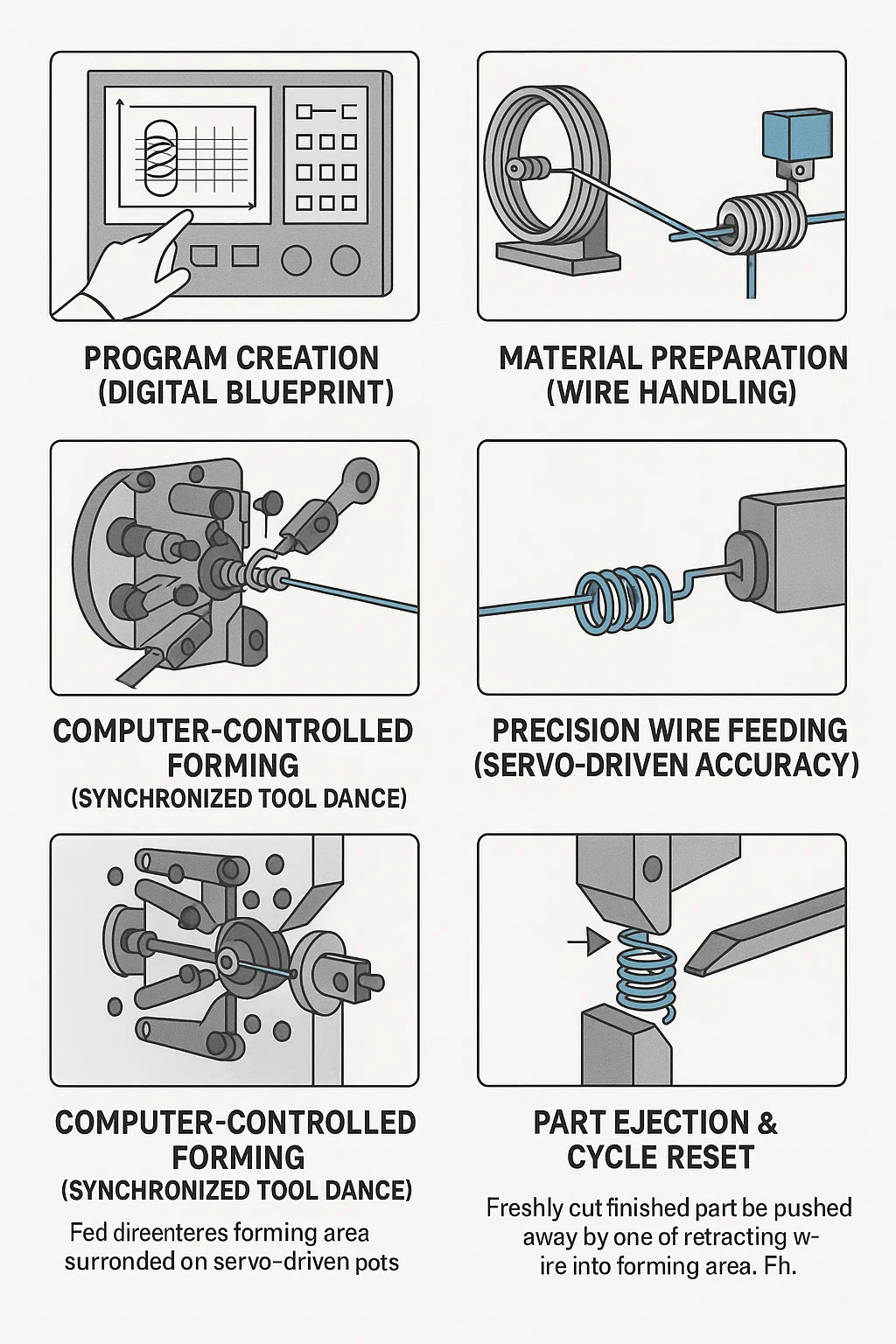
Voici comment un Machine à ressorts CNC fonctionne, décomposé en ses fonctionnalités essentielles décomposées en ses étapes fonctionnelles essentielles :
•Un opérateur utilise un logiciel spécialisé sur le panneau de commande de l'ordinateur de la machine.
•Les spécifications exactes de la forme de ressort ou de fil souhaitée sont saisies : diamètre du fil, diamètres extérieur/intérieur, nombre de bobines, pas de bobine (espacement), longueur libre, configurations d'extrémité (crochets, boucles, coudes, angles) et toutes caractéristiques spéciales.
•Le logiciel convertit ces entrées en un ensemble précis d'instructions machine (comme le G-code), définissant chaque mouvement et action.
•Une bobine de fil métallique (acier, inox, laiton, etc.) est montée sur une bobine réceptrice.
•Le fil passe par une tresse. Le fil passe par une unité de redressage composée de plusieurs rouleaux. Ces rouleaux appliquent une pression contrôlée pour éliminer toute courbure ou pli du fil enroulé, garantissant ainsi que le fil parfaitement droit entre dans la zone de formage.
•Une lubrification peut être appliquée au fil pour réduire la friction et l'usure de l'outil.
•Le fil redressé passe entre une paire de rouleaux d'alimentation moletés.
•Un servomoteur dédié contrôle précisément ces rouleaux.
•En fonction du programme, le servomoteur fait tourner les rouleaux d'une quantité exacte, poussant une longueur de fil mesurée avec précision vers l'avant dans la zone de formage. Cette alimentation contrôlée détermine les dimensions critiques telles que la longueur totale du ressort et l'espacement des bobines.
•Le fil amené entre dans la zone de formage, entouré de plusieurs outils de formage mobiles, entourés de plusieurs outils de formage mobiles (doigts, coulisses) montés sur des poteaux servomoteurs et positionnés à proximité d'un central positionné à proximité d'un mandrin central (arbre) ou d'un axe de formage.
•Le contrôleur informatique de la machine envoie des commandes à des servomoteurs individuels contrôlant chaque axe de l'outil de formage indépendamment et simultanément.
•Ces servos déplacent les outils selon des trajectoires complexes et coordonnées :
•Les outils glissent radialement vers l'intérieur/l'extérieur pour plier le fil ou définir des diamètres.
•Les outils tournent pour enrouler le fil autour du mandrin, formant ainsi des bobines.
•Les outils se déplacent axialement pour contrôler le pas (distance entre les bobines) à mesure que le fil avance.
•Les outils pressent ou plient pour créer des formes d'extrémité comme des crochets, des formes d'oeil comme des crochets, des yeux ou des courbures complexes.
•Plusieurs outils agissent en séquence rapide, pliant et façonnant progressivement le fil selon la géométrie programmée. L'ordinateur assure un timing et un positionnement parfaits pour chaque mouvement de l'outil par rapport au mouvement de l'outil d'alimentation en fil par rapport à la position d'alimentation en fil.
•Une fois la forme finale entièrement formée, le programme déclenche un programme d'asservissement de coupure dédié. Le programme déclenche un axe d'asservissement de coupure dédié.
•Une lame de coupe en acier trempé (de type guillotine ou rotative) se déplace avec force contre une enclume fixe ou une contre-lame.
•Cette action coupe proprement le ressort ou la forme de fil fini du stock de fil arrière avec un timing précis.
•La pièce finie fraîchement coupée est généralement poussée hors de la zone de formage par un outil rétractable ou tombe simplement par gravité, souvent dans une goulotte dans une collecte, souvent dans une goulotte dans un bac de collecte.
•Tous les outils de formage se rétractent simultanément vers leurs positions de départ programmées (« d'origine »).
•Les rouleaux d'alimentation avancent immédiatement la longueur précise suivante de fil.
•Le cycle entier (le cycle entier (étapes 3 à 6) se répète continuellement à grande vitesse.

TK-6160 MACHINE À ROULER À RESSORT CNC TK-6160 ...
Voir les détails
TK-6120 MACHINE À ROULER À RESSORT CNC TK-6120 ...
Voir les détails
TK-208A/TK-208B TYPE TK-208A/TK-208B ENROULEUR DE RESSORT CNC TK-208C TYPE T......
Voir les détails
TK-312 TK-312 3 AXES CNC RESSORT ENROULEUR MACHINE ...
Voir les détails
TK-316 TO-316 MACHINE DE BOBINAGE DE RESSORT CNC 3 AXES ...
Voir les détails
TK-320 TO-320 3 AXES CNC ENROULEUR DE RESSORT MACHINE ...
Voir les détails
TK-535 TK-535 MACHINE D'ENROULEMENT DE RESSORT CNC 5 AXES ...
Voir les détails
CNC-625 A/B Ⅲ CNC-625A/B Ⅲ MACHINE DE FORMATION DE RESSORTS CNC À 3 AXES ...
Voir les détails
CNC-635Z CNC-635Z MACHINE À FORMER LES RESSORTS CNC À 5 AXES E-mail : info@wnjspr......
Voir les détails
TK-550 TK-550 5 AXES CNC RESSORT ENROULEUR MACHINE ...
Voir les détailsCode QR mobile

 Langue
Langue  中文简体
中文简体